เส้นเลื่อนแบบม้วนร้อนเป็นอุปกรณ์การผลิตที่สำคัญที่ใช้กันอย่างแพร่หลายในอุตสาหกรรมการแปรรูปโลหะ ฟังก์ชั่นหลักของมันคือการตัดขดลวดโลหะร้อนที่กว้างขึ้นเป็นหลายแถบของความกว้างที่ต้องการตามทิศทางความยาว แถบเหล่านี้มักจะใช้ในการหมุนครั้งต่อไป, blanking, การดัดเย็นและกระบวนการปั๊มและกลายเป็นวัสดุพื้นฐานสำหรับผลิตภัณฑ์อุตสาหกรรมต่างๆ บทความนี้จะแนะนำเวิร์กโฟลว์พารามิเตอร์ทางเทคนิคปัญหาการทำงานทั่วไปและการแก้ปัญหาของเครื่องสลิงแบบรีดร้อนในรายละเอียด หากคุณต้องการรับพารามิเตอร์หรือข้อมูลวิดีโอเพิ่มเติมยินดีต้อนรับสู่การปรึกษา KingReal Steel Slitter!

แผ่นรีดร้อนคือแผ่นเหล็กหรือแถบที่รีดหลังจากให้ความร้อน ข้อได้เปรียบหลัก ได้แก่ :
ความเหนียวสูง: แผ่นรีดร้อนจะถูกประมวลผลที่อุณหภูมิสูงซึ่งสามารถกำจัดความเครียดภายในและปรับปรุงความทนทานของวัสดุ
ต้นทุน-ประสิทธิผล: เมื่อเทียบกับแผ่นรีดเย็นแผ่นรีดร้อนมีต้นทุนการผลิตที่ต่ำกว่าและเหมาะสำหรับการผลิตขนาดใหญ่
ประสิทธิภาพการผลิตที่สูง: เครื่องเลื่อนแบบม้วนร้อนสามารถดึงขดลวดขนาดใหญ่ได้อย่างรวดเร็วและมีประสิทธิภาพในความกว้างที่ต้องการเพื่อปรับให้เข้ากับการเปลี่ยนแปลงความต้องการของตลาด
เนื่องจากลักษณะเหล่านี้แผ่นรีดร้อนถูกนำมาใช้อย่างกว้างขวางในโครงสร้างอาคารการผลิตเครื่องจักรกลหนักและสาขาอื่น ๆ
|
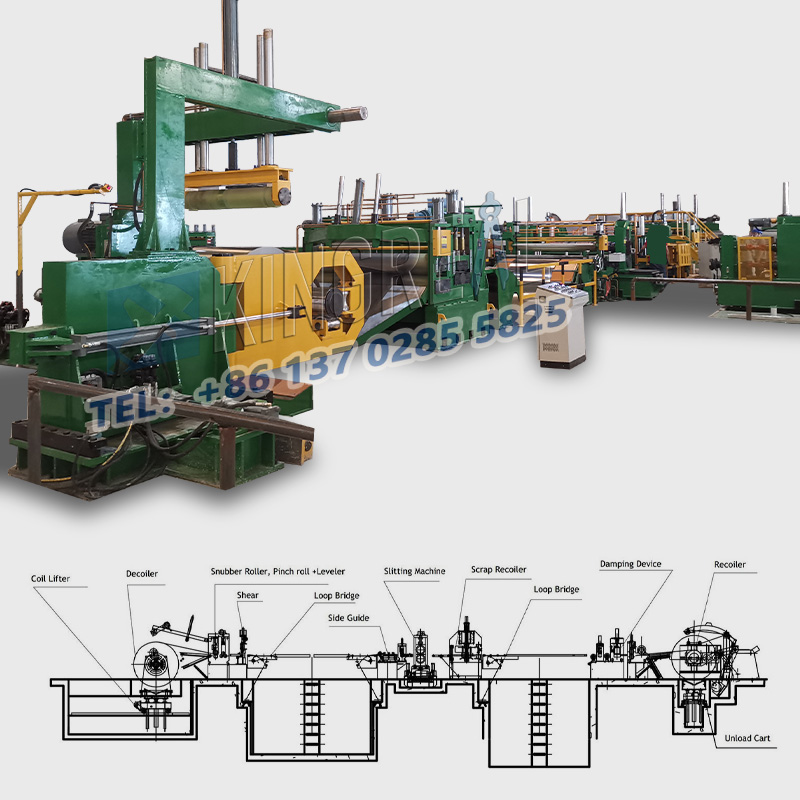
กำลังโหลดเส้นเลื่อนแบบม้วนร้อน: ผู้ประกอบการจะป้อนขดลวดร้อนลงใน Decoiler Mandrel การคลายออกมาสำหรับเครื่องสลิงแบบรีดร้อน: decoiler คลายขดลวดหลักและป้อนเหล็กเข้าไปในหัวหั่น การเลื่อนสำหรับเส้นเลื่อนแบบม้วนร้อน: ที่หัวเลื่อนเหล็กจะถูกเลื่อนออกเป็นแถบแคบ ๆ หลายแถบโดยใบมีดหมุน การตรวจสอบเครื่องสลิงแบบรีดร้อน: ผู้ปฏิบัติงานตรวจสอบแต่ละเส้นเพื่อให้แน่ใจว่าความกว้างของข้อกำหนดและเงื่อนไขขอบตรงตามข้อกำหนด การบรรเทาความเครียดสำหรับสายการเลื่อนแบบม้วนร้อน: เส้นผ่านหลุมวงแหวนเพื่อกำจัดความเครียดของวัสดุหลังจากการเลื่อนและตรวจสอบให้แน่ใจว่ามีการย้อนกลับโดยไม่ต้องงอ การรวมและบรรจุภัณฑ์: มัดและบรรจุแต่ละสายตามความต้องการของลูกค้า |
 |
แบบอย่าง
รุ่น 1
รุ่น 2
รุ่น 3
รุ่น 4
ขดลวดดั้งเดิม
จานร้อนรีด
จานร้อนรีด
จานร้อนรีด
จานร้อนรีด
ความหนาของวัสดุ
0.8mm-60 มม.
0.8mm-60 มม.
2.0mm-12.0 มม.
3.0mm-16.0 มม.
ความกว้างของวัสดุ
1600 มม. (สูงสุด)
1800 มม. (สูงสุด)
2000 มม. (สูงสุด)
2200 มม. (สูงสุด)
น้ำหนักขดลวด
30Ton (สูงสุด)
30Ton (สูงสุด)
30Ton (สูงสุด)
30Ton (สูงสุด)
ความแม่นยำ
± 0.15 มม.
± 0.15 มม.
± 0.2 มม.
± 0.3 มม.
ความเร็วหน่วย
120m/นาที (สูงสุด)
120m/นาที (สูงสุด)
80m/min (สูงสุด)
60M/นาที (สูงสุด)
|
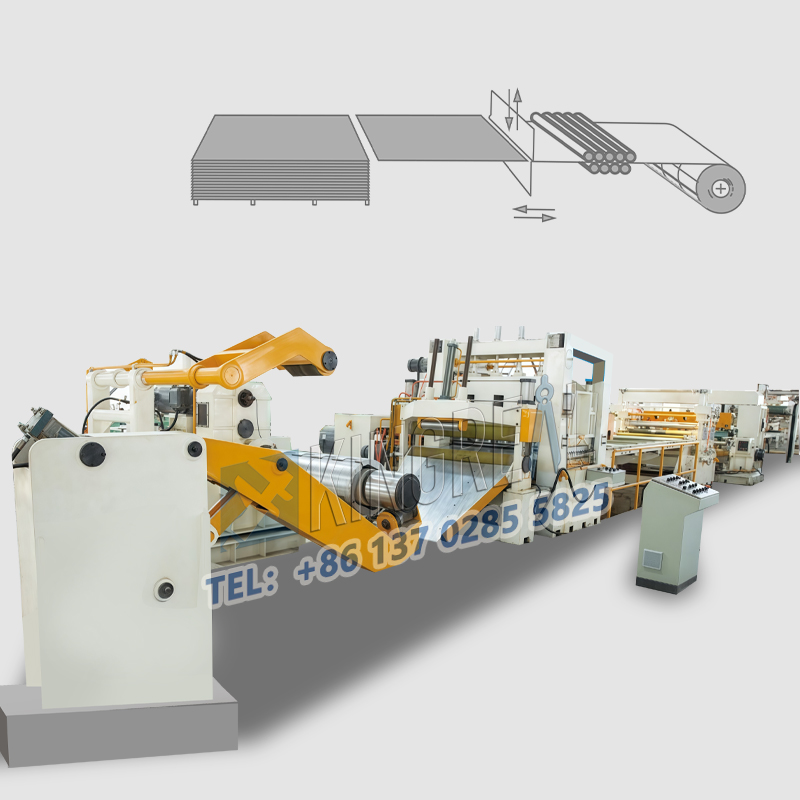
①เครื่องเลื่อนแบบม้วนร้อนพร้อมความจุการเลื่อนประสิทธิภาพสูง คุณสมบัติที่โดดเด่นของเครื่องเลื่อนแบบม้วนร้อนคือมันสามารถกรีดแถบแคบ ๆ ได้ถึง 40 แถบในเวลาเดียวกัน ฟังก์ชั่นนี้ตอบสนองความต้องการของลูกค้าอย่างมากสำหรับการผลิตขนาดใหญ่ ด้วยการเร่งความเร็วของอุตสาหกรรมความต้องการของตลาดสำหรับแถบโลหะกำลังเพิ่มขึ้นโดยเฉพาะอย่างยิ่งในอุตสาหกรรมเช่นการก่อสร้างการผลิตรถยนต์และเครื่องใช้ในบ้าน ความจุสูงของสายการเลื่อนแบบรีดร้อนช่วยให้ผู้ผลิตสามารถจัดหาผลิตภัณฑ์ที่ผ่านการรับรองจำนวนมากในเวลาอันสั้นซึ่งจะเป็นการปรับปรุงประสิทธิภาพการผลิตและลดต้นทุนต่อหน่วย |
 |
|
②เครื่องสลิงแบบม้วนร้อนอัตโนมัติแบบอัตโนมัติ สายการเลื่อนแบบรีดร้อนใช้การออกแบบอัตโนมัติอย่างสมบูรณ์และติดตั้งระบบควบคุมขั้นสูงเพื่อให้ได้การทำงานความเร็วสูง ความเร็วในการผลิตสูงสุดสามารถถึง 120 m/นาทีซึ่งหมายความว่าสามารถประมวลผลวัสดุได้มากขึ้นต่อหน่วยเวลาเพิ่มประสิทธิภาพการผลิตต่อไป การออกแบบอัตโนมัติอย่างเต็มที่ไม่เพียง แต่ช่วยลดความจำเป็นในการแทรกแซงด้วยตนเอง แต่ยังช่วยลดความเป็นไปได้ของข้อผิดพลาดในการดำเนินงานของมนุษย์และปรับปรุงความสอดคล้องและคุณภาพของผลิตภัณฑ์ ระบบควบคุมอัตโนมัติของ Slitting Hot Rolled Line สามารถตรวจสอบกระบวนการผลิตแบบเรียลไทม์และปรับพารามิเตอร์ในเวลาเพื่อตอบสนองความต้องการของวัสดุและความหนาที่แตกต่างกัน |
 |
|
③การปรับแต่งเครื่องสลิงแบบรีดร้อน เพื่อตอบสนองความต้องการของลูกค้าได้ดีขึ้น Kingreal Steel SlitterS Solutions Slitting Line Slitting Hot ที่กำหนดเอง จากภาพวาดที่ลูกค้าจัดทำและความต้องการการผลิตจริง Kingreal Slitter สามารถออกแบบโซลูชันการผลิตเครื่องจักรกลรีดร้อนที่แตกต่างกันเพื่อให้แน่ใจว่าประสิทธิภาพและความราบรื่นของกระบวนการผลิตสำหรับลูกค้า Kingreal Steel Slitter เครื่องสลิงแบบม้วนร้อนแบ่งออกเป็นสามประเภทหลักเพื่อปรับให้เข้ากับขดลวดที่มีความหนาที่แตกต่างกัน: เครื่องสลิงแสงเกจวัด: เชี่ยวชาญในการประมวลผลขดลวดที่มีความหนา 0.2 มม. ถึง 3 มม. เครื่องเลื่อนเกจขนาดกลาง: เหมาะสำหรับขดลวดที่มีความหนา 3 มม. ถึง 6 มม. เครื่องยิงเกจวัดหนัก: สามารถประมวลผลขดลวดที่มีความหนา 6 มม. ถึง 16 มม. |
 |
ที่เส้นเลื่อนแบบม้วนร้อนอาจสร้างการดัดด้านข้างในระหว่างกระบวนการเลื่อน อาจเกิดจากเหตุผลต่อไปนี้:
1. การดัดของวัตถุดิบ:
ความเครียดของแผ่นเหล็กไม่ได้ถูกกำจัดอย่างสมบูรณ์ในระหว่างกระบวนการกลิ้ง หลังจากการตัดตามยาวความเครียดจะถูกปล่อยออกมาและแผ่นก็งอ เมื่อความเครียดที่อยู่ตรงกลางของจานถูกปล่อยออกไปทั้งสองข้างแผ่นจะโค้งออกไปด้านนอก เมื่อความเครียดของทั้งสองด้านของแผ่นถูกปล่อยไปตรงกลางแผ่นจะโค้งไปตรงกลาง
2. การดัดเนื่องจากการเลี้ยง:
เสี้ยนมีขนาดใหญ่ขึ้นเนื่องจากการปรับช่องว่างของใบมีดที่ไม่เหมาะสมในระหว่างการตัดตามยาว เมื่อกลิ้งเสี้ยนที่ขอบจะเทียบเท่ากับความหนาของแผ่นที่ใหญ่กว่าซึ่งทำให้ขอบยืดและโค้งงอ
3. การดัดเนื่องจากช่องว่างที่ไม่สม่ำเสมอระหว่างใบมีดด้านบนและล่าง:
เมื่อช่องว่างด้านซ้ายและขวามีขนาดใหญ่ขึ้นการเยื้องของส่วนการตัดก็มีขนาดใหญ่ขึ้นและด้านข้างที่มีช่องว่างที่เล็กกว่าช่องว่างซ้ายและขวามีการยืดขนาดใหญ่กว่าดังนั้นมันจึงโค้งงอ
4. การดัดที่เกิดจากความตึงเครียดที่ไม่สม่ำเสมอ:
เมื่อกลิ้งควรใช้ความตึงเดียวกันกับความกว้างทั้งหมดของแผ่นเหล็ก หากความตึงเครียดเข้มข้นอยู่ด้านหนึ่งการดัดจะเกิดขึ้น
5. การดัดที่เกิดจากการเคลื่อนไหวอย่างรวดเร็วของอุปกรณ์แก้ไขการเบี่ยงเบน:
ในระหว่างการประมวลผลหากความเร็วของการแก้ไขการเบี่ยงเบนเร็วเกินไปด้านข้างที่สัมผัสกับการแก้ไขการเบี่ยงเบนจะขยายออกไปบางส่วนและงอ
หากวัสดุแผ่นงอหลังจากการตัดตามยาวมันจะส่งผลกระทบอย่างจริงจังต่อคุณภาพของการขดลวดแผ่นดังนั้นจึงต้องถูกกำจัด ควรให้ความสนใจกับเหตุผลต่าง ๆ เช่นการกลิ้งแผ่นการปรับอุปกรณ์และวิธีการใช้งาน