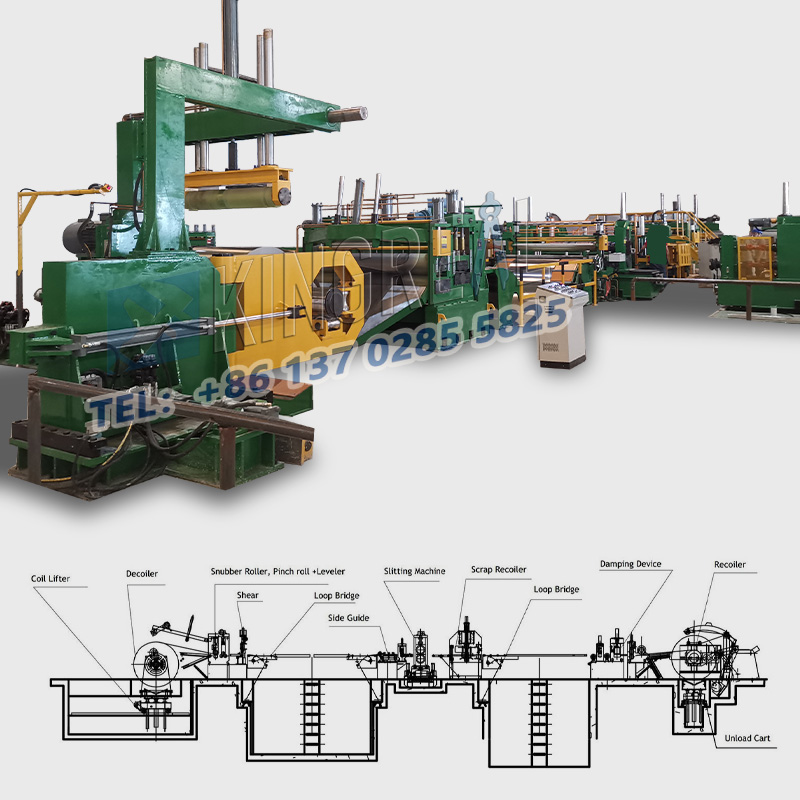
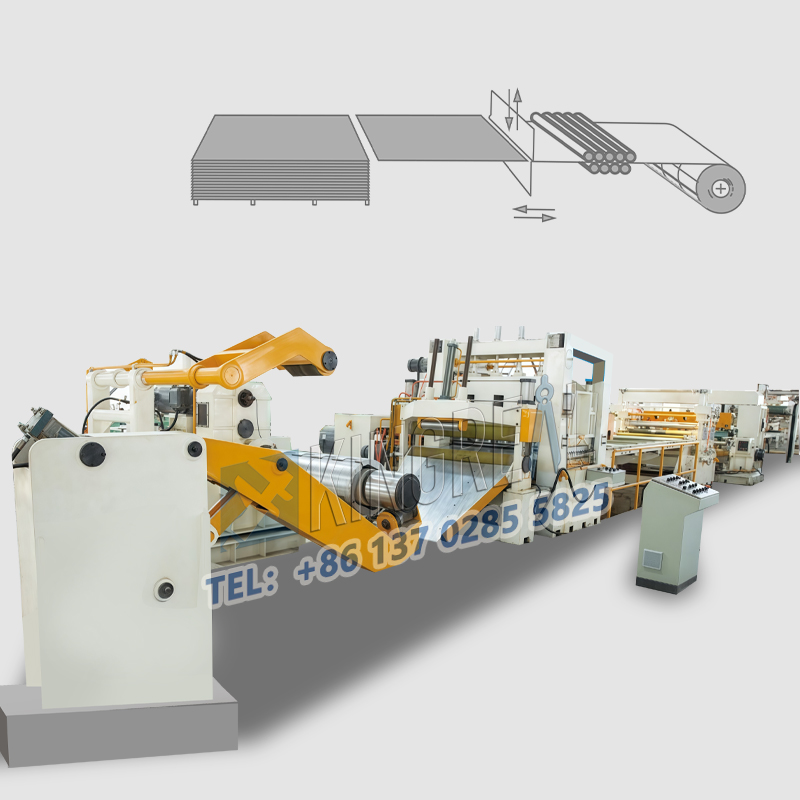
สแตนเลสตัดเป็นเส้นยาวมีการใช้กันอย่างแพร่หลายในอุตสาหกรรมงานโลหะเพื่อการตัดขดลวดโลหะที่แม่นยำรวมถึงเหล็กสแตนเลสอลูมิเนียมเหล็กรีดเย็นม้วนร้อนและ PPGI
แม้จะมีประสิทธิภาพที่ยอดเยี่ยมในการผลิต แต่สแตนเลสตัดกับเครื่องยาวยังคงสามารถลดการเบี่ยงเบนระหว่างการใช้งานได้
บทความนี้จะเจาะลึกลงไปในการแก้ไขปัญหาการเบี่ยงเบนการตัดในสแตนเลสที่ตัดเป็นเส้นยาวจากสามมุมมอง: โครงสร้างเชิงกลโปรแกรมควบคุมและพารามิเตอร์และวัสดุและความเข้ากันได้ของกระบวนการ

(1) การสึกหรอส่วนประกอบของไดรฟ์
ในสแตนเลสตัดเป็นเครื่องยาวการสึกหรอของส่วนประกอบไดรฟ์เป็นสาเหตุของการเบี่ยงเบนการตัด
เฟืองเฟืองเฟืองและส่วนประกอบไดรฟ์อื่น ๆ ที่ทำงานมาเป็นเวลานานสามารถเสื่อมสภาพส่งผลให้ความแม่นยำในการให้อาหารลดลงและส่งผลกระทบต่อขนาดการตัดที่ได้รับผลกระทบ
อาการของสแตนเลสตัดเป็นเส้นความยาวล้มเหลว: ตัวอย่างเช่นที่โรงงานผลิตชิ้นส่วนยานยนต์เฟืองไดรฟ์ของสแตนเลสตัดกับเครื่องยาวได้รับการสึกหรอ 30% เมื่อตัดแผ่นเหล็กหนา 5 มม. อย่างต่อเนื่องความผันผวนของมิติถึง 0.3 มม. เกินช่วง± 0.2 มม. ที่ยอมรับได้
การแก้ไข: เพื่อแก้ไขปัญหานี้แนะนำให้ตรวจสอบส่วนประกอบไดรฟ์เป็นประจำ หากการสึกหรอของฟันเกียร์เกิน 15% หรือการยืดตัวของโซ่เกิน 2% ควรเปลี่ยนทันที
ในขณะเดียวกันอัตราส่วนการส่งสัญญาณควรได้รับการปรับเทียบเพื่อเรียกคืนความแม่นยำในการส่งผ่านทางกล มาตรการนี้สามารถปรับปรุงความมั่นคงและความแม่นยำในการตัดได้อย่างมีนัยสำคัญ
(2) การกวาดล้างรถไฟคู่มือ Toolholder-Guide
การกวาดล้างที่เพิ่มขึ้นระหว่างผู้ถือเครื่องมือและทางรถไฟนำยังเป็นปัจจัยสำคัญที่ทำให้เกิดการเบี่ยงเบนการเบี่ยงเบน เมื่อเวลาผ่านไปผู้ถือเครื่องมือนำไกด์รถไฟจะสึกหรอเนื่องจากการเคลื่อนไหวแบบลูกสูบเป็นเวลานานและการกวาดล้างนี้อาจเพิ่มขึ้นส่งผลกระทบต่อเสถียรภาพของผู้ถือเครื่องมือ
อาการของสแตนเลสที่ถูกตัดไปยังความยาวของเส้นความล้มเหลว: ภายใต้สถานการณ์ปกติการกวาดล้างระหว่างผู้ถือเครื่องมือและรางนำควรน้อยกว่า 0.05 มม. การกวาดล้างมากเกินไปอาจทำให้ผู้ถือเครื่องมือโยกเยกระหว่างการตัดทำให้เกิดความผันผวนในขนาดแผ่นตัด
วิธีแก้ปัญหา: ใช้มาตรวัดความรู้สึกเพื่อตรวจสอบการกวาดล้าง หากเกินค่ามาตรฐานให้ปรับส่วนแทรกรางนำหรือเปลี่ยนแถบเลื่อนรางไกด์ที่เสียหาย โรงงานฮาร์ดแวร์ลดการเบี่ยงเบนการตัดจาก 0.25 มม. เป็น 0.08 มม. หลังจากการปรับนี้แสดงให้เห็นถึงประสิทธิภาพของการปรับนี้
(1) ข้อผิดพลาดของลอจิกของโปรแกรม
ในสแตนเลสตัดเป็นเครื่องยาวการดำเนินงานข้อผิดพลาดของลอจิกของโปรแกรม PLC ก็เป็นสาเหตุของการเบี่ยงเบนการตัด ช่วงเวลาที่ไม่เป็นระเบียบของคำแนะนำฟีดและการตัดในโปรแกรมสามารถกระตุ้นการตัดก่อนที่วัสดุจะได้รับการป้อนอย่างเต็มที่
อาการของสแตนเลสที่ถูกตัดเป็นความล้มเหลวของเส้นความยาว: ตัวอย่างเช่นในบางกรณีการตัดเริ่มต้นก่อนที่วัสดุจะถูกป้อนอย่างเต็มที่ซึ่งส่งผลโดยตรงต่อความแม่นยำในการตัด
การแก้ไข: ขอแนะนำให้ใช้การวินิจฉัยโปรแกรมเพื่อตรวจสอบสถานะจุด I/O และจัดระเบียบตรรกะ "ฟีดตรวจจับการตัด" ใหม่ นอกจากนี้เพิ่มคำแนะนำการตรวจสอบความล่าช้าเพื่อให้แน่ใจว่าความถูกต้องของลำดับการกระทำ การเพิ่มประสิทธิภาพนี้จะช่วยปรับปรุงความเสถียรในการทำงานของสแตนเลสที่ตัดเป็นเครื่องยาว
(2) การตั้งค่าพารามิเตอร์ที่ไม่ถูกต้อง
การตั้งค่าพารามิเตอร์ที่ไม่ถูกต้องยังเป็นปัจจัยสำคัญที่มีผลต่อความแม่นยำในการตัดของการตัดสแตนเลสเป็นเส้นความยาว พารามิเตอร์ความยาวฟีดที่ไม่ถูกต้องหรือการตัดที่ไม่ตรงกันและความเร็วฟีดสามารถนำไปสู่การเบี่ยงเบนสะสม
อาการของสแตนเลสตัดเป็นความล้มเหลวของเครื่องยาว: ตัวอย่างเช่นหากความยาวฟีดถูกตั้งค่าเป็น 100 มม. แต่ความยาวอาหารที่แท้จริงคือ 99.5 มม. การทำงานระยะยาวจะส่งผลให้เกิดการเบี่ยงเบนมิติที่สำคัญ
การแก้ปัญหา: การปรับจำนวนการนับพัลส์ฟีด (จำนวนพัลส์ต่อมิลลิเมตร) และปรับความเร็วในการตัดตามความหนาและวัสดุของแผ่น สำหรับแผ่นหนาขอแนะนำให้ตั้งค่าความเร็วในการตัดเป็นไม่เกิน 30 ครั้ง/นาทีในขณะที่สำหรับแผ่นบาง ๆ มันสามารถไปถึง 60 ครั้ง/นาที
หลังจากแก้ไขพารามิเตอร์โรงงานแปรรูปสแตนเลสได้รับการเบี่ยงเบนสะสมน้อยกว่า 0.1 มม. สำหรับแผ่นยาว 10 เมตรแสดงให้เห็นถึงความสำคัญของการแก้ไขพารามิเตอร์
(1) ความเครียดของแผ่นไม่สม่ำเสมอ
เมื่อตัดแผ่นเหล็กสแตนเลสความเครียดที่ไม่สม่ำเสมออาจทำให้เกิดสปริงแบ็คหลังจากตัดส่งผลกระทบต่อความเสถียรในมิติสุดท้าย
อาการของสแตนเลสที่ถูกตัดไปที่ความยาวของเส้นความล้มเหลว: ตัวอย่างเช่นอัตราสปริงแบ็คของแผ่นรีดเย็นอาจสูงถึง 1-2%ซึ่งอาจทำให้เกิดการหดตัวของมิติหลังจากการตัด
การแก้ปัญหา: ขอแนะนำให้ทำการบรรเทาความเครียดบนแผ่นโลหะเช่นการปรับระดับหรืออายุหรือเพื่อชดเชยสปริงแบ็คในโปรแกรม (การตั้งค่าค่าตอบแทน 0.1-0.3 มม. ขึ้นอยู่กับวัสดุ) หลังจากการชดเชยโรงสีแผ่นที่รีดเย็นได้รับการเบี่ยงเบนมิติการตัดที่≤0.1มม. เพื่อให้มั่นใจถึงความแม่นยำในการตัด
(2) ความผันผวนของความตึงเครียด
ความเสถียรของความตึงเครียดฟีดส่งผลโดยตรงต่อความแม่นยำในการตัด หากความตึงของลูกกลิ้งฟีดไม่เสถียรแผ่นโลหะสามารถลื่นหรือริ้วรอยในระหว่างการให้อาหารส่งผลให้ขนาดการตัดที่ไม่สามารถควบคุมได้
อาการของสแตนเลสที่ถูกตัดไปที่ความยาวเส้นความล้มเหลว: ความล้มเหลวของการควบคุมความตึงสามารถนำไปสู่การให้อาหารที่ไม่สม่ำเสมอซึ่งจะส่งผลต่อคุณภาพการตัด
การแก้ไข: ขอแนะนำให้ตรวจสอบระบบควบคุมความตึง ตัวปรับแรงตึงแบบนิวเมติกต้องการการทดแทนซีลในขณะที่ตัวปรับแรงดึงไฮดรอลิกต้องการการสอบเทียบเซ็นเซอร์ความดัน หลังจากการปรับเปลี่ยนโรงงานแถบเหล็กจะลดความผันผวนของความตึงเครียดจาก± 5% เป็น± 1% ซึ่งเป็นการปรับปรุงความแม่นยำในการตัดได้อย่างมีประสิทธิภาพ
 |
 |
 |
ในการดำเนินงานของสแตนเลสตัดเป็นเครื่องยาวการเบี่ยงเบนการเบี่ยงเบนมักเกิดจากการรวมกันของปัจจัย การตรวจสอบที่ครอบคลุมโดยมุ่งเน้นไปที่โครงสร้างเชิงกลโปรแกรมการควบคุมและพารามิเตอร์และความเข้ากันได้ของวัสดุและกระบวนการสามารถระบุปัญหาได้อย่างมีประสิทธิภาพและใช้การซ่อมแซมเป้าหมาย
ด้วยการบำรุงรักษาส่วนประกอบการส่งอย่างสม่ำเสมอการปรับตรรกะของโปรแกรมการปรับพารามิเตอร์การปรับอย่างแม่นยำและปรับให้เข้ากับลักษณะของวัสดุผู้ผลิตสามารถลดการเบี่ยงเบนการตัดและตอบสนองความต้องการการตัดที่เข้มงวดของอุตสาหกรรมเช่นชิ้นส่วนยานยนต์และฮาร์ดแวร์
โดยการปรับปรุงทุกแง่มุมของการตัดสแตนเลสอย่างต่อเนื่องเป็นเส้นยาวเท่านั้นที่จะยังคงได้รับชัยชนะในตลาดที่มีการแข่งขันสูง
เราหวังว่าการวิเคราะห์และข้อเสนอแนะในบทความนี้จะให้กลยุทธ์การแก้ไขปัญหาที่มีประสิทธิภาพและการแก้ปัญหาสำหรับอุตสาหกรรมที่เกี่ยวข้อง