ความแม่นยำของอุปกรณ์มีบทบาทสำคัญในกระบวนการผลิตของเครื่องตัดโลหะแผ่นตามความยาว.
บทความนี้จะเจาะลึกแง่มุมต่างๆ ของเส้นตัดโลหะแผ่นตามความยาว รวมถึงความแม่นยำของโครงสร้างทางกล ความแม่นยำของระบบควบคุมไฟฟ้า คุณภาพและการบำรุงรักษาเครื่องมือ การจัดการและการวางตำแหน่งวัสดุแผ่น และการเพิ่มประสิทธิภาพพารามิเตอร์ของกระบวนการ ซึ่งเผยให้เห็นความลับของคุณภาพของเครื่องจักรที่ตัดโลหะแผ่นอย่างครบถ้วน

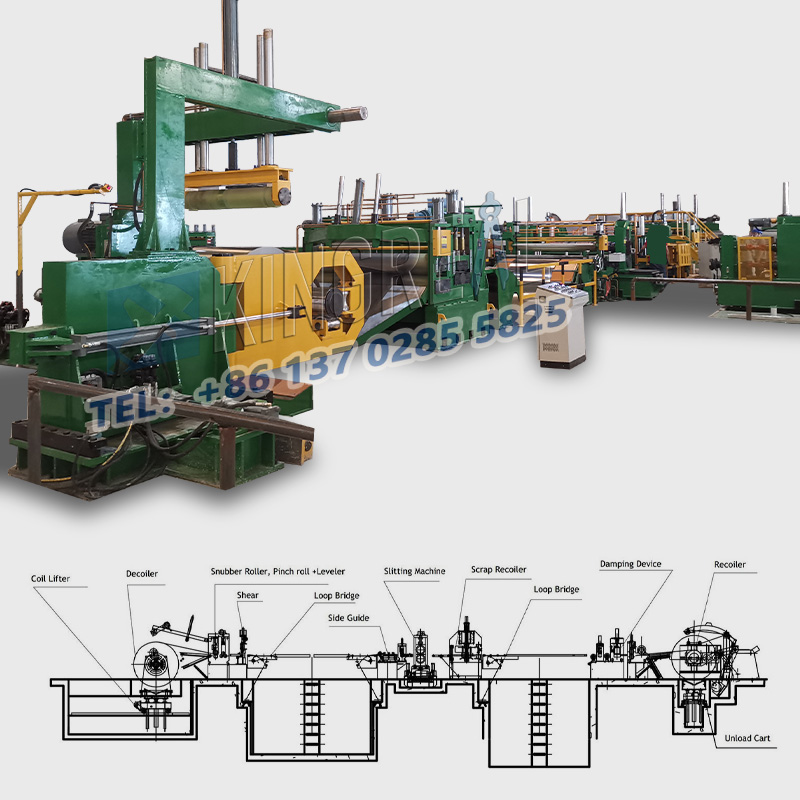
(1) ความแม่นยำของโครงสร้างทางกลสำหรับเครื่องตัดโลหะแผ่นตามความยาว
โครงสร้างทางกลของกแผ่นโลหะตัดเป็นเส้นยาวคือรากฐาน และความแม่นยำในการผลิตของแต่ละส่วนประกอบส่งผลกระทบอย่างมากต่อประสิทธิภาพโดยรวม
ตัวอย่างเช่น หากความตรงของรางนำเบี่ยงเบนไปอย่างมากในระหว่างการตัดเฉือน วัสดุแผ่นจะเลื่อนระหว่างการขนส่ง ส่งผลให้ขนาดการตัดไม่ถูกต้อง
นอกจากนี้ ความแม่นยำของระยะพิทช์ของลีดสกรูก็มีความสำคัญไม่แพ้กัน ซึ่งเป็นตัวกำหนดความแม่นยำของการป้อนวัสดุโดยตรง ข้อผิดพลาดของระยะพิทช์อาจทำให้ความยาวในการตัดเบี่ยงเบนไป ซึ่งส่งผลต่อคุณภาพของผลิตภัณฑ์ขั้นสุดท้าย
ตัวอย่างเช่น สำหรับฟอยล์ทองแดงบางๆ ที่จำเป็นสำหรับชิ้นส่วนอิเล็กทรอนิกส์ที่มีความแม่นยำสูง ข้อกำหนดความตรงของรางนำและความแม่นยำของระยะพิตช์ลีดสกรูนั้นสูงมาก การเบี่ยงเบนเล็กน้อยอาจส่งผลให้ขนาดฟอยล์ทองแดงไม่มีคุณสมบัติเหมาะสม ซึ่งส่งผลต่อประสิทธิภาพของชิ้นส่วนอิเล็กทรอนิกส์
(2) ความแม่นยำของระบบควบคุมไฟฟ้าสำหรับเครื่องตัดโลหะแผ่นตามความยาว
ระบบควบคุมไฟฟ้าของเส้นตัดโลหะแผ่นตามความยาวจะควบคุมพารามิเตอร์การทำงานของอุปกรณ์ ความแม่นยำของมันส่งผลโดยตรงต่อความเร็วป้อนเครื่องมือและตำแหน่งการตัด
การควบคุมเซอร์โวมอเตอร์ที่แม่นยำเป็นสิ่งสำคัญมากในระหว่างการประมวลผลชิ้นส่วนยานยนต์ โดยเฉพาะอย่างยิ่งแผ่นเหล็กที่มีความแข็งแรงสูง ซึ่งรับประกันความสม่ำเสมอของมิติส่วนประกอบและเป็นไปตามมาตรฐานการประกอบรถยนต์โดยทำให้แน่ใจว่าข้อผิดพลาดของตำแหน่งเฉือนทุกครั้งยังคงอยู่ในช่วงที่แคบมาก
สิ่งสำคัญยิ่งกว่านั้นคือความเร็วในการตอบสนองของระบบควบคุม การตอบสนองที่รวดเร็วและแม่นยำช่วยให้สามารถปรับเงื่อนไขการทำงานของเครื่องตัดโลหะแผ่นตามความยาวของเครื่องจักรได้ทันท่วงที หลีกเลี่ยงปัญหาด้านคุณภาพที่เกิดจากความล่าช้า
(1) การเลือกวัสดุเครื่องมือสำหรับเครื่องตัดโลหะแผ่นตามความยาว
ในแผ่นโลหะตัดเป็นเส้นยาวการเลือกวัสดุเครื่องมือจะต้องขึ้นอยู่กับลักษณะของแผ่นที่กำลังดำเนินการ
เครื่องมือเหล็กความเร็วสูงเหมาะสำหรับแผ่นเหล็กเหนียวทั่วไป เนื่องจากให้ประสิทธิภาพการตัดที่ดีเยี่ยมและราคาที่เอื้อมถึง แต่เครื่องมือคาร์ไบด์จำเป็นต่อการทำงานกับแผ่นที่แข็งกว่า เช่น เหล็กสเตนเลสและโลหะผสม
ความแข็งและความต้านทานการสึกหรอที่ยอดเยี่ยมช่วยยืดอายุการใช้งานของเครื่องมือและรับประกันคุณภาพการตัด
การแปรรูปแผ่นโลหะผสมไทเทเนียมในภาคการบินและอวกาศจำเป็นต้องใช้วัสดุเครื่องมือที่เข้มงวดยิ่งขึ้น โดยจำเป็นต้องใช้วัสดุเครื่องมือที่มีความแข็งเป็นพิเศษเพื่อให้ทนต่อความแข็งแรงและความเหนียวในระดับสูงของโลหะผสมได้
(2) การเตรียมขอบเครื่องมือสำหรับเครื่องตัดโลหะแผ่นตามความยาว
คุณภาพของพื้นผิวที่ตัดเฉือนได้รับอิทธิพลอย่างมากจากคมตัดที่คมและทนทานของเครื่องมือ ขอบที่คมและเรียบของเครื่องมือตัดที่มีการบดละเอียดจะช่วยลดเสี้ยนและน้ำตาเมื่อทำการตัดโลหะแผ่น
เครื่องมือตัดคุณภาพสูง เช่น ในการแปรรูปโลหะแผ่นอะลูมิเนียมสำหรับการตกแต่งสถาปัตยกรรม รับประกันความเรียบเนียนของพื้นผิวรับเฉือนที่สม่ำเสมอ ดังนั้นจึงลดความจำเป็นในการเจียรตามขั้นตอนและปรับปรุงรูปลักษณ์ของผลิตภัณฑ์และประสิทธิภาพการผลิต
นอกจากนี้ รูปทรงของคมตัดเครื่องมือตัดจะต้องปรับตามความหนาของแผ่นโลหะและวัสดุเพื่อรับประกันการกระจายแรงเฉือนที่สม่ำเสมอ และด้วยเหตุนี้จึงป้องกันความเข้มข้นของความเค้นที่อาจทำให้แผ่นโลหะเสียรูป
(3) การบำรุงรักษาเครื่องมือและการเปลี่ยนเครื่องตัดโลหะแผ่นตามความยาว
การบำรุงรักษาและการดูแลรักษาเครื่องมือเป็นประจำ เช่น การทำความสะอาดและการเติมน้ำมัน สามารถป้องกันสนิมและเพิ่มการสึกหรอได้อย่างมีประสิทธิภาพ
การตรวจสอบการสึกหรอของเครื่องมือและการเปลี่ยนเครื่องมือที่สึกหรออย่างรุนแรงทันทีเป็นสิ่งสำคัญเพื่อให้มั่นใจว่าการทำงานที่ต่อเนื่องและมีเสถียรภาพของการตัดโลหะแผ่นตามความยาว โดยทั่วไป ควรพิจารณาการเปลี่ยนเครื่องมือเมื่อการสึกหรอของคมตัดถึงระดับหนึ่ง (เช่น 0.2 มม.-0.5 มม. ขึ้นอยู่กับวัสดุเครื่องมือและแผ่นโลหะที่กำลังแปรรูป)
การใช้เครื่องมือที่สึกหรอมากเกินไปอย่างต่อเนื่องสามารถลดคุณภาพการตัดแผ่นโลหะลงได้อย่างมาก ซึ่งนำไปสู่การเบี่ยงเบนมิติและครีบที่เพิ่มขึ้น
(1) ความเสถียรของระบบการป้อนสำหรับเส้นตัดโลหะแผ่นตามความยาว
ระบบการป้อนที่มั่นคงถือเป็นสิ่งสำคัญเพื่อให้มั่นใจว่าการป้อนกระดาษเข้าในถาดเป็นไปอย่างสม่ำเสมอและแม่นยำเครื่องตัดโลหะแผ่นตามความยาว.
ความหยาบของพื้นผิวและความกลมของลูกกลิ้งฟีดอาจส่งผลต่อการเคลื่อนย้ายแผ่นเรียบ แผ่นงานจะสั่นสะเทือนระหว่างการขนส่งหากลูกกลิ้งป้อนกระดาษมีความหยาบหรือไม่กลมเพียงพอ ทำให้เกิดความแปรผันของขนาดแรงเฉือน
นอกจากนี้ ความเสถียรของแรงบิดในการขับเคลื่อนของฟีดมอเตอร์ก็เป็นสิ่งสำคัญ แรงบิดที่แปรผันในการขับขี่อาจทำให้อัตราการป้อนไม่แน่นอน
ตัวอย่างเช่น จำเป็นต้องมีระบบป้อนที่มีความเสถียรมากเมื่อแปรรูปแผ่นเหล็กชุบสังกะสีสำหรับตัวเครื่อง เพื่อรับประกันขนาดแรงเฉือนคงที่ และเพื่อรักษาความแม่นยำในการประกอบ
(2) ความแม่นยำในการวางตำแหน่งอุปกรณ์สำหรับเส้นตัดโลหะแผ่นตามความยาว
อุปกรณ์กำหนดตำแหน่งที่แม่นยำช่วยให้แน่ใจว่าแผ่นอยู่ในตำแหน่งที่ถูกต้องก่อนการตัด ควรปรับความแม่นยำของอุปกรณ์กำหนดตำแหน่งตามความต้องการความแม่นยำในการประมวลผลของแผ่น โดยทั่วไปจะอยู่ที่ ±0.1 มม. ถึง ±0.5 มม.
วิธีการระบุตำแหน่งทั่วไป ได้แก่ การวางตำแหน่งทางกลและการวางตำแหน่งตาแมว การวางตำแหน่งทางกลไกมีโครงสร้างที่เรียบง่ายกว่าแต่มีความแม่นยำค่อนข้างต่ำ ในขณะที่การวางตำแหน่งโฟโตอิเล็กทริกให้ความแม่นยำที่สูงกว่าและความเร็วในการตอบสนองที่เร็วขึ้น
เมื่อประมวลผลแผ่นสำหรับส่วนประกอบเครื่องมือที่มีความแม่นยำ มักใช้อุปกรณ์กำหนดตำแหน่งโฟโตอิเล็กทริกเพื่อให้มั่นใจในการวางตำแหน่งแผ่นได้อย่างแม่นยำและปรับปรุงคุณภาพของผลิตภัณฑ์
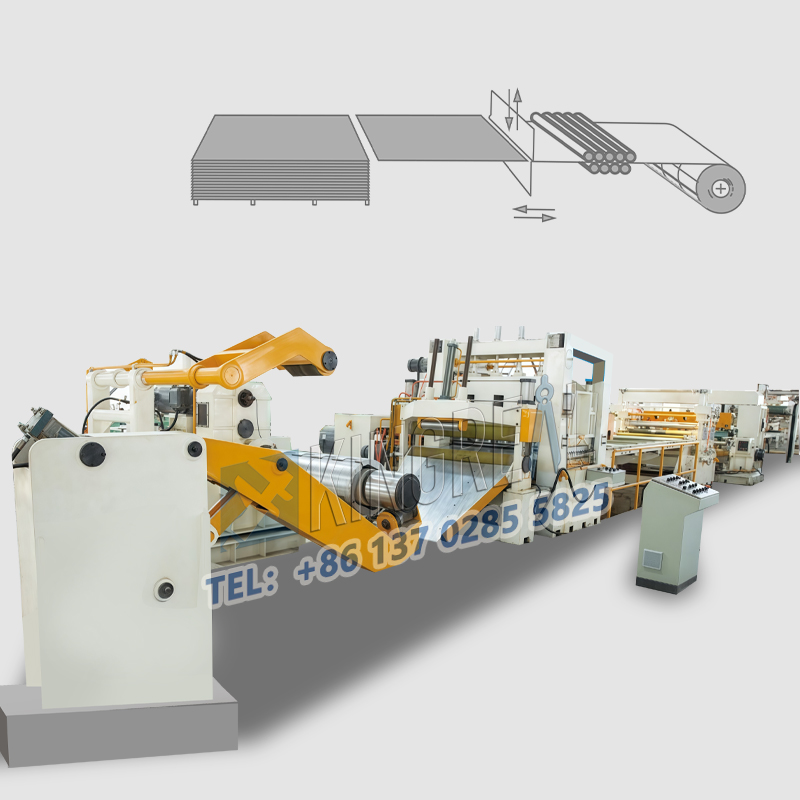
(1) การปรับความเร็วเฉือนสำหรับเครื่องตัดโลหะแผ่นตามความยาว
ควรเลือกความเร็วเฉือนตามความหนาและวัสดุของแผ่น สามารถเพิ่มความเร็วเฉือนสำหรับแผ่นที่บางลงเพื่อเพิ่มประสิทธิภาพเอาต์พุต
สำหรับแผ่นหนาหรือแข็งกว่า ความเร็วเฉือนเร็วเกินไปอาจทำให้แผ่นโค้งงอและเพิ่มการสึกหรอของเครื่องมือได้ ตัวอย่างเช่น ความเร็วเฉือนอาจปรับเป็น 30-50 จังหวะต่อนาทีสำหรับการประมวลผลแผ่นเหล็กธรรมดาที่มีความหนา 1 มม. สำหรับเหล็กแผ่นความแข็งแรงสูงที่มีความหนา 5 มม. ควรลดความเร็วเฉือนลงเหลือ 10-20 รอบต่อนาที
(2) การตั้งค่าช่องว่างแรงเฉือนสำหรับเส้นตัดโลหะแผ่นตามความยาว
ช่องว่างแรงเฉือนหมายถึงระยะห่างระหว่างเครื่องมือตัดด้านบนและด้านล่าง ขนาดของมันส่งผลกระทบอย่างมากต่อคุณภาพของพื้นผิวที่ตัดเฉือนและอายุการใช้งานของเครื่องมือตัด
คือรากฐาน และความแม่นยำในการผลิตของแต่ละส่วนประกอบส่งผลกระทบอย่างมากต่อประสิทธิภาพโดยรวม
โดยทั่วไปควรกำหนดช่องว่างแรงเฉือนไว้ที่ 5%-10% ของความหนาของแผ่น (ค่าเฉพาะขึ้นอยู่กับวัสดุแผ่น)
เมื่อแปรรูปแผ่นอะลูมิเนียมอัลลอยด์ เนื่องจากความนุ่มนวล จึงสามารถใช้ค่าที่น้อยลงได้ อย่างไรก็ตาม เมื่อแปรรูปเหล็กที่แข็งกว่า จำเป็นต้องมีช่องว่างแรงเฉือนที่มากขึ้น