ปัจจัยที่สำคัญที่สุดอย่างหนึ่งในการรับประกันคุณภาพของแถบแคบคือการตัดที่แม่นยำ ไม่ว่าจะเป็นเหล็กสแตนเลส เหล็ก อลูมิเนียมอัลลอยด์ ทองแดง PPGI รีดเย็นหรือรีดร้อน การรักษาค่าเผื่อที่แคบในระหว่างการตัดจะเชื่อมโยงกับคุณภาพของผลิตภัณฑ์ ประสิทธิภาพการประมวลผลขั้นปลาย และความพึงพอใจของลูกค้าทันที แถบแคบอาจถูกปฏิเสธแม้จะมีความกว้างของรอยตัด ข้อบกพร่องที่ขอบ หรือการเปลี่ยนแปลงความโค้งของวัสดุแตกต่างกันเล็กน้อย
ดังนั้นคุณจะใช้งานได้อย่างไรเส้นตัดแถบเหล็กเพื่อให้บรรลุความอดทนที่เข้มงวด? บทความนี้จะพิจารณาประเด็นสำคัญห้าประการ: การตั้งค่าเครื่องตัดแถบเหล็ก การควบคุมความตึง การกำหนดค่าเครื่องมือ การจัดการวัสดุ และการบำรุงรักษาสายการตัดแถบเหล็ก

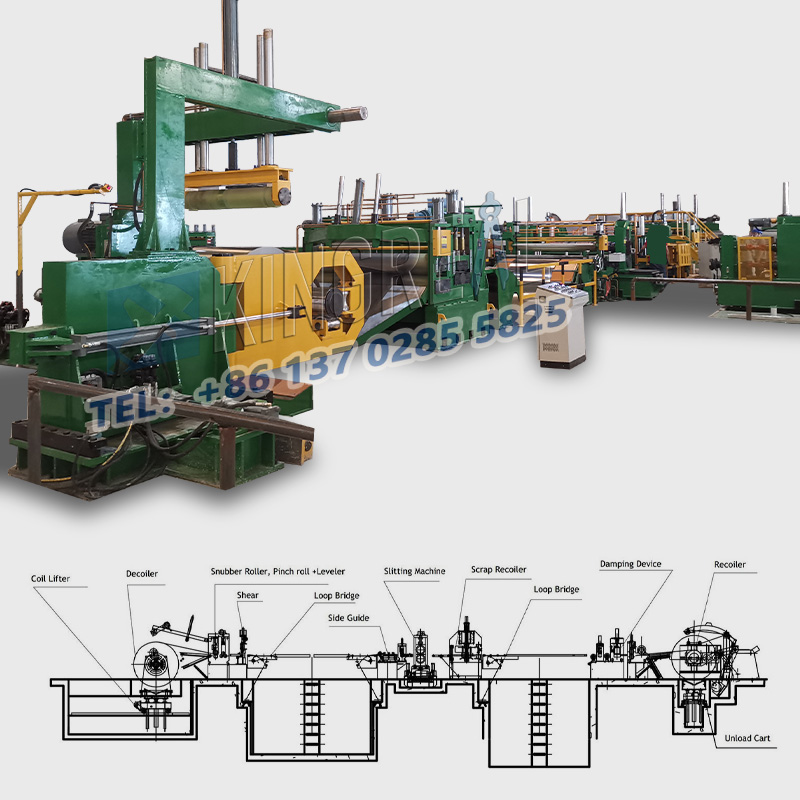
การตั้งค่าเริ่มต้นของเครื่องตัดแถบเหล็กเป็นพื้นฐานในการบรรลุเกณฑ์ความคลาดเคลื่อนในการตัด ต้องระบุประเด็นสำคัญห้าประการก่อนเริ่มต้น:
-การจัดแนวเส้นตัดแถบเหล็ก: ก่อนใช้งานวัสดุ ให้ตรวจสอบการจัดตำแหน่งของแมนเดรล (เพื่อให้แน่ใจว่าการทำงานของแกนถูกต้อง) แกนการตัด (ขนานกับแกนคลี่คลาย/ย้อนกลับ) และฐานเครื่องตัดแถบเหล็ก เครื่องมือจัดตำแหน่งด้วยเลเซอร์ใช้เพื่อรับประกันการวางตำแหน่งส่วนประกอบที่แม่นยำ เพื่อหลีกเลี่ยงข้อผิดพลาดที่เกิดจากการจัดตำแหน่งที่ไม่ตรง
-การเลือกและการติดตั้งแกนแม่เหล็ก: เลือกแกนแม่เหล็กทรงกลมตรงที่มีเส้นผ่านศูนย์กลางภายในที่ตรงกับเพลาเครื่องตัดแถบเหล็ก ตรวจสอบให้แน่ใจว่าติดตั้งอย่างแน่นหนาเพื่อป้องกันการเลื่อนหลุดหรือการเสียรูป ข้อผิดพลาดเกี่ยวกับจุดรวมศูนย์ของแกนกลางสามารถเคลื่อนไปยังช่องรับแสงแบบสลิตได้ ส่งผลให้คุณภาพของขอบและความแม่นยำของความกว้างลดลง
- การวางตำแหน่งเครื่องมือ: ปรับตำแหน่งเครื่องมืออย่างแม่นยำเพื่อกำหนดความกว้างของการตัดตามข้อกำหนดเฉพาะของคำสั่งโดยใช้เครื่องวัดการสอบเทียบหรือการอ่านข้อมูลดิจิทัลที่ได้รับการตรวจสอบแล้วสำหรับเส้นตัดแถบเหล็ก ตรวจสอบก่อนสตาร์ทเพื่อให้แน่ใจว่าเครื่องมือล็อคอยู่กับที่เพื่อป้องกันการเลื่อนและทำให้เกิดการเบี่ยงเบน
-Roll Guide: ปรับตำแหน่งไกด์เริ่มต้นเพื่อให้ลูกกลิ้งอยู่ตรงกลางก่อนที่จะเข้าสู่พื้นที่ตัด เพื่อป้องกันความตึงที่ไม่สม่ำเสมอและการเบี่ยงเบนของการตัด เพื่อให้มั่นใจในความเสถียรของมิติ
-การตรวจสอบโปรแกรม: หากเครื่องตัดแถบเหล็กสามารถตั้งโปรแกรมได้ ให้ยืนยันว่าโหลดโปรแกรมที่ถูกต้องแล้ว และพารามิเตอร์ เช่น เส้นโค้งความตึงและความเร็วในการตัดเป็นไปตามข้อกำหนดการปฏิบัติงาน เพื่อหลีกเลี่ยงข้อผิดพลาดของพารามิเตอร์ที่อาจส่งผลต่อความคลาดเคลื่อน
 |
 |
ความตึงที่มั่นคงเป็นกุญแจสำคัญในความคลาดเคลื่อนของการตัด และต้องมีการจัดการในสี่ประเด็นหลัก:
- ความสม่ำเสมอของความตึงเครียด: รักษาความตึงเครียดที่สม่ำเสมอตลอดเครื่องตัดแถบเหล็กกระบวนการตั้งแต่การคลี่คลาย การตัด ไปจนถึงการกรอกลับ การเปลี่ยนแปลงความกว้างของวัสดุ การยืดตัว การกระเพื่อมของขอบ การโค้งงอ และพิกัดความเผื่อ ล้วนได้รับผลกระทบอย่างรุนแรงจากการเปลี่ยนแปลงความเค้น
- การควบคุมโซน: เส้นตัดแถบเหล็กสมัยใหม่มีโซนความตึงอิสระสำหรับการคลี่คลาย การตัดและการกรอกลับ โหลดเซลล์และตัวควบคุมความตึงต้องได้รับการสอบเทียบเป็นประจำ
- ควรตั้งค่าแรงดึงตามลักษณะของวัสดุ: ต่ำเกินไปอาจทำให้เกิดการเลื่อนหลุดและการติดตามที่ไม่ดี สูงเกินไปอาจทำให้วัสดุยืดได้ ทำให้เกิดการเสียรูปของขอบ
- การกรอกลับ: สำหรับวัสดุที่อัดได้ แรงดึงที่สูงขึ้นจะถูกนำมาใช้ที่แกน และค่อยๆ ลดลงเมื่อเส้นผ่านศูนย์กลางของม้วนเพิ่มขึ้น เพื่อให้แน่ใจว่าการม้วนจะมั่นคงโดยไม่ยืดออก การเทเปอร์ที่ไม่เหมาะสมอาจทำให้เกิดความเสียหายที่ขอบ การม้วนที่ไม่สม่ำเสมอ และลดความสม่ำเสมอของความกว้างได้
-ความรู้ด้านวัสดุ: วัสดุที่แตกต่างกันต้องใช้กลยุทธ์การยืดที่แตกต่างกัน การทราบโมดูลัสยืดหยุ่นและความแข็งแรงครากของวัสดุเป็นสิ่งจำเป็นเพื่อให้สามารถวางแผนแผนแรงดึงที่เหมาะสมเพื่อหลีกเลี่ยงความเสียหายของวัสดุหรือการละเมิดความคลาดเคลื่อนที่ยอมรับได้
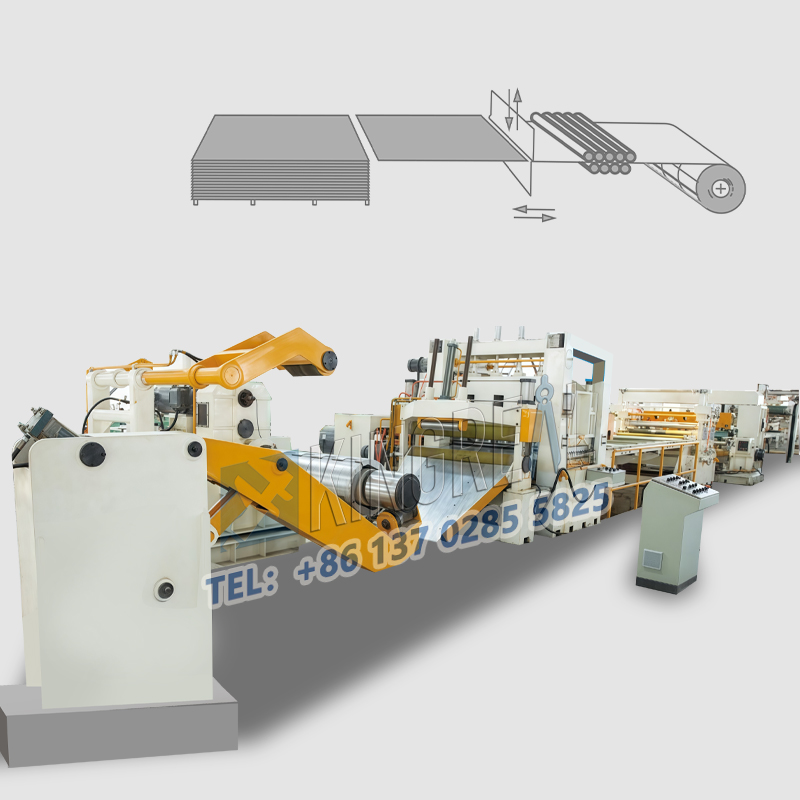
การตั้งค่าเครื่องมือจะกำหนดคุณภาพการตัดและความแม่นยำของขนาด โดยมุ่งเน้นที่ประเด็นสำคัญสี่ประการ:
-ความคมของเครื่องมือ: เครื่องมือที่ทื่อสามารถบีบหรือฉีกวัสดุ ทำให้เกิดครีบและฝ่าฝืนพิกัดความเผื่อได้ เพื่อรักษาคมตัดให้คม ควรกำหนดตารางเวลาการลับ/เปลี่ยนเครื่องมือโดยพิจารณาจากคุณสมบัติการสึกหรอของวัสดุและรอบการประมวลผล
-ประเภทเครื่องมือและวิธีการตัด: เลือกเครื่องมือตามข้อกำหนดของวัสดุและการตัด เลือกระหว่างการตัดเฉือนแบบ Fly Shearing (ความเร็วสูงต่อเนื่อง) การตัดแบบหมุน (ความแม่นยำสูง) หรือการตัดแบบคงที่ (ชุดเล็กไม่ต่อเนื่อง) ตามความต้องการของลูกค้าเพื่อให้มั่นใจถึงความคลาดเคลื่อนที่ยอมรับได้
-การปรับมุมให้เหมาะสม: สำหรับเครื่องตัดแถบเหล็กชนิดมีดโกน ให้ปรับมุมใบมีดตามวัสดุ เพื่อให้คุณภาพการตัดสมดุลกับการสึกหรอของเครื่องมือ ปรับช่องว่างและการทับซ้อนระหว่างใบมีดด้านบนและด้านล่างอย่างละเอียดสำหรับเส้นตัดแถบเหล็กชนิดเฉือน (ดูแผนภูมิของผู้ผลิตและคำนึงถึงคุณภาพของวัสดุ) ช่องว่างหรือการทับซ้อนกันที่ไม่เหมาะสมอาจทำให้เกิดเสี้ยนและขอบหยาบได้
-เสถียรภาพในการทำงาน: ตรวจสอบให้แน่ใจว่าเครื่องตัดแถบเหล็กตัวเคลื่อนย้ายใบมีดขนานกับแกนใบมีด และการหมุนหนีศูนย์ในแนวรัศมีของใบมีดหมุนจะลดลง เพื่อหลีกเลี่ยงเครื่องหมาย "สะท้าน" และคุณภาพของขอบที่ไม่เสถียร
 |
 |
การจัดการวัสดุที่ได้มาตรฐานสามารถป้องกันการเปลี่ยนแปลงของพิกัดความเผื่อที่เกิดจากวัสดุได้ มุ่งเน้นไปที่สี่ประเด็นสำคัญ:
-ความสมบูรณ์ของข้อต่อ: ใช้ข้อต่อที่แข็งแรงและหนาสม่ำเสมอเพื่อหลีกเลี่ยงความล้มเหลวของข้อต่อหรือมีความหนามากเกินไป ซึ่งอาจทำให้อุปกรณ์ติดขัด ความผันผวนของความตึงเครียด และความเสียหายต่อคมตัด
-คำแนะนำขอบ: ใช้รางนำทางที่ใช้งานอยู่เพื่อให้แน่ใจว่ารางอยู่ตรงกลางในพื้นที่ตัด ป้องกันการเบี่ยงเบนของรางส่งผลให้ความกว้างไม่สม่ำเสมอและคุณภาพของขอบแถบด้านนอกไม่ดี
-การจัดการม้วน: ใช้เครนและรอกเพลาในการขนถ่ายม้วน หลีกเลี่ยงการกระแทกหรือการตกที่อาจสร้างความเสียหายให้กับแกนกลางและส่งผลต่อศูนย์กลางของแกนเส้นตัดแถบเหล็กการติดตั้ง จับม้วนที่เสร็จแล้วอย่างระมัดระวังเพื่อป้องกันความเสียหายและการเสียรูปของขอบ
-การจัดการเศษซาก: รักษาพื้นที่ตัดให้สะอาดและกำจัดเศษซากออกทันทีเพื่อป้องกันไม่ให้เบี่ยงเบนราง ไปรบกวนเครื่องตัด หรือติดอยู่ในม้วน ซึ่งส่งผลต่อคุณภาพและความทนทาน
การบำรุงรักษาทำให้มั่นใจได้ถึงความเสถียรเส้นตัดแถบเหล็กความแม่นยำในการทำงานและความทนทานโดยมุ่งเน้นไปที่ห้าประเด็นสำคัญ:
-การบำรุงรักษาเชิงป้องกัน: ตรวจสอบการจัดตำแหน่งส่วนประกอบ ตลับลูกปืน ความตึงของสายพาน การสึกหรอของเกียร์ และระบบนิวแมติก/ไฮดรอลิกตามกำหนดการของผู้ผลิต และแก้ไขปัญหาที่อาจเกิดขึ้นโดยทันที
-การจัดการการหล่อลื่น: หล่อลื่นตามเวลา ปริมาณ และประเภทที่กำหนดเพื่อหลีกเลี่ยงการหล่อลื่นมากเกินไป (การกระจายความร้อนไม่ดี) หรือการหล่อลื่นน้อยเกินไป (แรงเสียดทานสูง) ซึ่งอาจทำให้ส่วนประกอบสึกหรอและสั่นสะเทือน
-การตรวจสอบการสึกหรอของส่วนประกอบ: ตรวจสอบส่วนประกอบสำคัญ เช่น แบริ่ง เพลา และเกียร์เป็นประจำ และเปลี่ยนส่วนประกอบที่สึกหรออย่างรุนแรงทันที เพื่อป้องกันการสั่นสะเทือน การลื่นไถล และการวางแนวที่ไม่ตรงไม่ให้ส่งผลต่อพิกัดความเผื่อ
-การสอบเทียบและการบำรุงรักษา: ปรับเทียบเซ็นเซอร์ความตึง โหลดเซลล์ และระบบกำหนดตำแหน่งแบบดิจิทัลเป็นประจำ เพื่อป้องกันข้อผิดพลาดในการวัดที่เกิดจากเครื่องมือที่ไม่ได้สอบเทียบ ซึ่งอาจส่งผลต่อการตั้งค่าพารามิเตอร์
-การทำความสะอาด: ทำความสะอาดเครื่องตัดแถบเหล็กจากฝุ่น จาระบี และเศษต่างๆ โดยเฉพาะบริเวณแบริ่ง รางนำ และเซ็นเซอร์ เพื่อให้การทำงานราบรื่นและอำนวยความสะดวกในการตรวจจับปัญหา