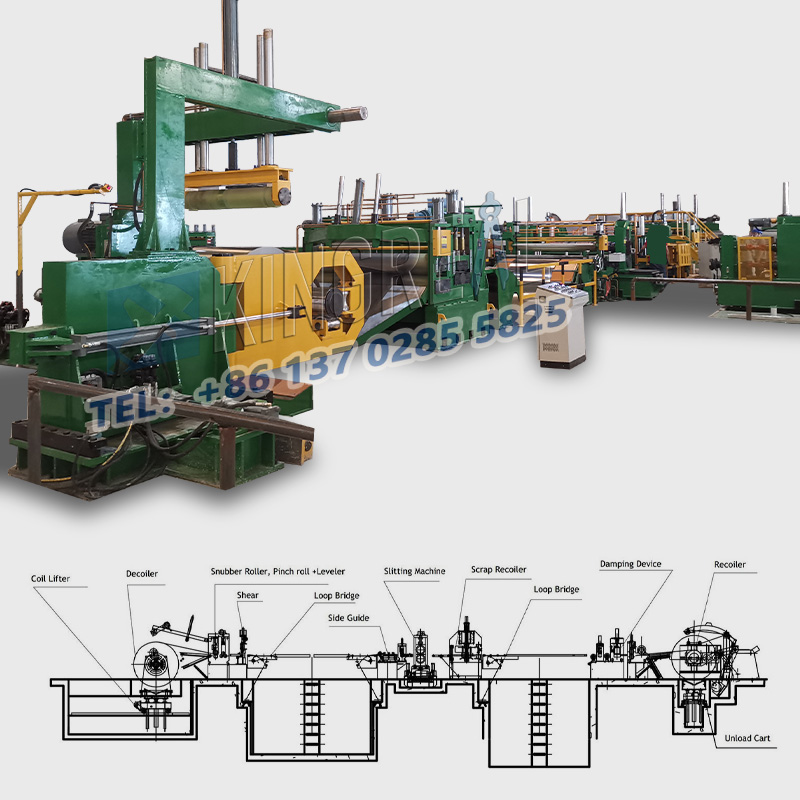
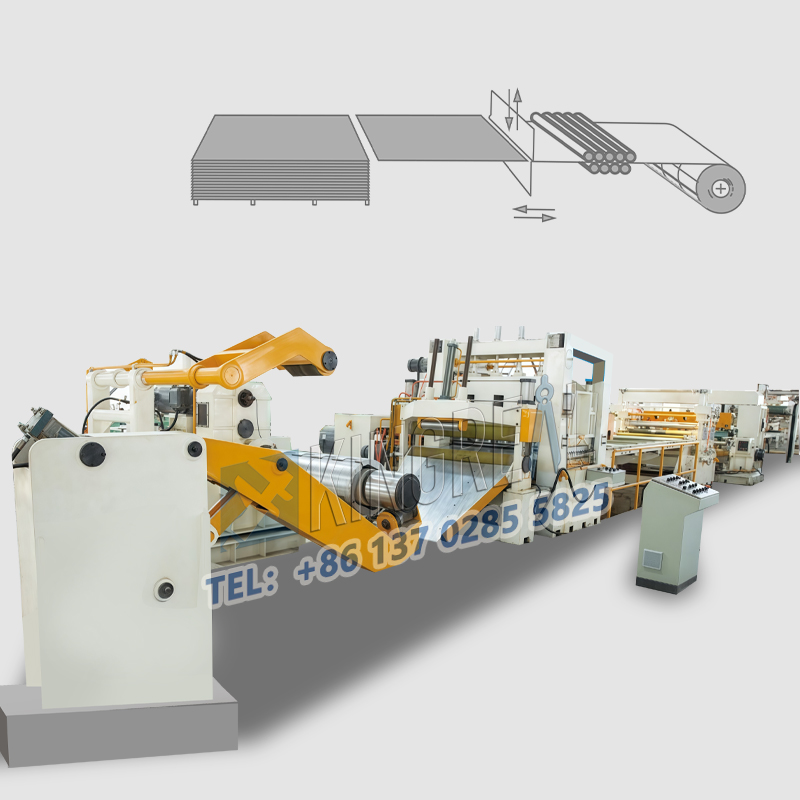
เส้นตัดเหล็กม้วนดำเนินการต่างๆ เช่น การคลี่คลาย การตัด และการม้วนวัสดุม้วนกว้าง เพื่อสร้างแถบแคบที่มีความแม่นยำสูงและไม่มีเสี้ยน อย่างไรก็ตาม ปรากฏการณ์ที่ผิดปกติบางอย่างอาจเกิดขึ้นในระหว่างการทำงานของเครื่องตัดเหล็กม้วน รวมถึงรูปร่างของขดลวดที่ผิดปกติและการเสียรูปของกระบวนการแปรรูปโลหะแผ่น บทความนี้จาก KINGREAL STEEL SLITTER จะให้คำอธิบายโดยละเอียดเกี่ยวกับวิธีการแก้ไขปัญหาทั่วไปในสายตัดเหล็กม้วนเพื่อให้การทำงานมีประสิทธิภาพ
1. ซอฟท์คอยล์
- ปรากฏการณ์: เนื่องจากการหลวม ขดลวดเหล็กจึงพัฒนาขดลวดอ่อนรูปวงรีเมื่อถอดออกจากเพลาเครื่องกรอ
-วิธีแก้ปัญหา: ตรวจสอบให้แน่ใจว่ามีความตึงเพียงพอที่จุดเริ่มต้นของการพัน จากนั้นค่อยๆ ลดแรงดันลงเมื่อปริมาตรคอยล์เพิ่มขึ้น การปรับความตึงที่เหมาะสมสามารถป้องกันการเกิดขดลวดอ่อนได้อย่างมีประสิทธิภาพ
2. การคดเคี้ยวไม่สม่ำเสมอ
-ปรากฏการณ์: ขดลวดเหล็กแสดงรูปแบบเหลื่อมที่เกิดจากการพันที่ไม่ถูกต้อง
-สาเหตุและแนวทางแก้ไข:
A. ความตึงไม่เพียงพอ: หากแรงตึงเริ่มแรกต่ำ อาจเกิดการเยื้องศูนย์ขึ้นในระหว่างการเข้าเส้นชัย เริ่มต้นด้วยการม้วนแนะนำให้เพิ่มความตึงเครียด ค่อยๆ ลดลงเมื่อปริมาตรคอยล์เพิ่มขึ้น
B. ความตึงที่ไม่สมดุล: มุมตัดที่ไม่ดีหรือการวางแนวที่ไม่ตรงอาจทำให้แต่ละด้านมีความยาวไม่แน่นอน ตรวจสอบให้แน่ใจว่าเครื่องกรอกลับอยู่ในแนวที่ถูกต้องเพื่อช่วยลดความเป็นไปได้ที่จะเกิดความตึง ตรวจสอบการตั้งค่า
C. ตำแหน่งการยึดจับยึดด้านในไม่ดี: การยึดติดที่ไม่สอดคล้องกันทำให้เกิดการเปลี่ยนแปลงความตึง จำเป็นต้องปรับตำแหน่งตัวแยกใหม่เพื่อให้มั่นใจว่ามีความสม่ำเสมอ
D. เหล็กเส้นที่แกว่งไปทางซ้ายและขวาในวง: การใช้วัสดุที่อ่อนนุ่ม เช่น ผ้าสักหลาด เพื่อกดลงสามารถป้องกันการแกว่งได้อย่างมีประสิทธิภาพ
E. การหยุดสายการผลิต: เมื่อรีสตาร์ทหลังจากหยุดแล้ว ควรให้ความสนใจกับการนำแรงดึงกลับคืนมาเพื่อรักษาแรงดันในการพันให้คงที่
F. การตั้งค่าความกว้างของตัวคั่นที่ไม่เหมาะสม: ตรวจสอบให้แน่ใจว่าตั้งค่าความกว้างของตัวคั่นอย่างเหมาะสม โดยทั่วไปคือความกว้างของผลิตภัณฑ์สำเร็จรูปบวกกับความหนาของแผ่น
3. การโค้งเส้นผ่านศูนย์กลางภายใน
-ปรากฏการณ์: ในระหว่างกระบวนการม้วน จู่ๆ เหล็กม้วนก็แสดงส่วนโค้งของเส้นผ่านศูนย์กลางภายในเมื่อนำออกจากเครื่องกรอกลับ
-สาเหตุ: มักเกี่ยวข้องกับความตึงที่คดเคี้ยวมากเกินไป โดยเฉพาะอย่างยิ่งเมื่อแปรรูปแผ่นหนา
- วิธีแก้ปัญหา: ปรับแรงกดและให้แน่ใจว่ามีแรงตึงสม่ำเสมอเพื่อหลีกเลี่ยงการโค้งงอของเส้นผ่านศูนย์กลางภายใน
1. การดัดแบบงู (Sickle Bend)
-ปรากฏการณ์: การตัดเฉือนทำให้เหล็กม้วนงอตามทิศทางความกว้าง
-สาเหตุและมาตรการรับมือ:
A. ปัญหาเกี่ยวกับวัตถุดิบ: ความเค้นตกค้างในคอยล์หลักจะถูกปล่อยออกมาหลังการตัด ขอแนะนำให้ดำเนินการบรรเทาความเครียดระหว่างการแปรรูปวัสดุ
B. ปัญหาเสี้ยน: ครีบทำให้ขอบมีความหนาไม่เท่ากัน รักษาเครื่องมือที่คมในระหว่างการประมวลผลเพื่อหลีกเลี่ยงการเกิดครีบ
C. ช่องว่างใบมีดไม่สม่ำเสมอ: ตรวจสอบให้แน่ใจว่าช่องว่างใบมีดสม่ำเสมอเพื่อหลีกเลี่ยงการยืดความแตกต่างที่เกิดจากช่องว่างขนาดใหญ่หรือเล็กเกินไปในบางพื้นที่
D. ความตึงด้านเดียวของตัวดึงกลับ: รักษาความตึงโดยรวมให้สม่ำเสมอ และปรับตัวแยกและแผ่นปรับความตึงเพื่อให้แน่ใจว่ามีความสม่ำเสมอ
E. ตัวกั้นด้านข้างแน่นเกินไป: ปรับตัวกั้นด้านข้างให้เหมาะสมระหว่างการตัดเพื่อหลีกเลี่ยงไม่ให้แน่นเกินไป
2. คลื่นขอบ
-ปรากฏการณ์: ขอบของแถบเหล็กเสียรูปเนื่องจากการยืดตัว
-สาเหตุและมาตรการรับมือ:
A. คลื่นที่ขอบที่เกิดจากเสี้ยน: เพิ่มการตรวจสอบเสี้ยนและจัดการทันที
B. แรงดันที่มากเกินไปจากลูกกลิ้งวัด: ปรับพารามิเตอร์แรงดันลูกกลิ้งเพื่อป้องกันการยืดออกมากเกินไป
C. การสึกหรอด้านข้างของเครื่องมือตัด: เพื่อรับประกันคุณภาพการตัด มักจะตรวจสอบสภาพของเครื่องมือตัด
D. ความแตกต่างของความสูงในรางกั้นด้านข้าง: ตรวจสอบความสูงของเครื่องมือตัดเป็นประจำเพื่อให้แน่ใจว่ามีความสม่ำเสมอ
E. การสึกหรอของลูกกลิ้งโก่งก่อนรีคอยล์: วัดการสึกหรอของลูกกลิ้งด้านหน้าเป็นประจำเพื่อให้แน่ใจว่ามีความตึงสม่ำเสมอ
3. รอยย่นที่เอว
- ปรากฏการณ์: มีรอยพับปรากฏขึ้นในทิศทางความกว้างของแผ่นเหล็ก
-สาเหตุและมาตรการรับมือ:
A. รอยยับที่เกิดจากมีดตัด: ปรับขนาดของวงแหวนยางเพื่อป้องกันไม่ให้เครื่องมือตัดเกี่ยวเกี่ยว
B. ปัญหารูปร่างของวัตถุดิบ: ใช้เครื่องปรับระดับสามลูกกลิ้งและทำการตรวจสอบคุณภาพก่อนขั้นตอนการตัด
C. ปัญหาเกี่ยวกับดรัมขยายและหดตัว: ตรวจสอบให้แน่ใจว่าแถบเหล็กและดรัมสัมผัสกันอย่างดีในระหว่างกระบวนการขยายและหดตัวเพื่อหลีกเลี่ยงความไม่สม่ำเสมอ
4. เครื่องหมายที่คดเคี้ยว
-ปรากฏการณ์: ความไม่สม่ำเสมอของพื้นผิวของดรัมที่ขยายและหดตัวของรีคอยล์เดอร์ส่งผลต่อคุณภาพการม้วน
-มาตรการตอบโต้: ตรวจสอบพื้นผิวของดรัมที่กำลังขยายและหดตัวเป็นประจำ และปรับหรือเปลี่ยนใหม่ทันที
5. ริ้วรอย
-ปรากฏการณ์: มีริ้วรอยปรากฏบนพื้นผิวของแผ่นเหล็ก
-สาเหตุและแนวทางแก้ไข:
A. ปัญหากระดาษไลเนอร์: ตรวจสอบคุณภาพของกระดาษไลเนอร์ และหลีกเลี่ยงการทับซ้อนกันและรอยยับ
B. ปัญหาแหวนยาง: ตรวจสอบสถานะของแหวนยางเป็นประจำเพื่อให้แน่ใจว่าไม่หลวม
C. การปรับความตึงที่ไม่เหมาะสม: เสริมการปรับแผ่นความตึงให้แข็งแรงเพื่อป้องกันการเกิดริ้วรอย
เมื่อแก้ไขปัญหาเส้นตัดเหล็กม้วนการทำงานผิดปกติควรนำแนวทางที่เป็นระบบมาใช้ โดยปกติสามารถปฏิบัติตามขั้นตอนต่อไปนี้:
-การบันทึกข้อมูล: บันทึกสภาพแวดล้อมการทำงาน เวลา และตั้งค่าพารามิเตอร์เมื่อเกิดความผิดปกติ
- การตรวจสอบในสถานที่: ดำเนินการตรวจสอบด้วยภาพเพื่อดูสถานะการทำงานของเครื่องตัดเหล็กม้วน
-สื่อสารกับผู้ปฏิบัติงาน: สอบถามผู้ปฏิบัติงานเกี่ยวกับขั้นตอนการทำงานก่อนที่จะเกิดความผิดปกติ
-การแก้ไขปัญหาทีละขั้นตอน: ตรวจสอบปัญหาที่อาจเกิดขึ้นทีละขั้นตอนตามการจำแนกข้อบกพร่องข้างต้น
-การใช้เครื่องมือ: ใช้เครื่องมือและเครื่องมือที่จำเป็นสำหรับการวัดและการปรับ
KINGREAL STEEL SLITTER หวังว่าบทความนี้ คุณจะสามารถจัดการกับปัญหาต่างๆ ในการดำเนินงานของเส้นตัดเหล็กม้วนและรับประกันการผลิตที่มั่นคงและต่อเนื่อง การบำรุงรักษาอย่างสม่ำเสมอและการฝึกอบรมอย่างมืออาชีพก็เป็นมาตรการสำคัญในการป้องกันการทำงานผิดพลาดเช่นกัน