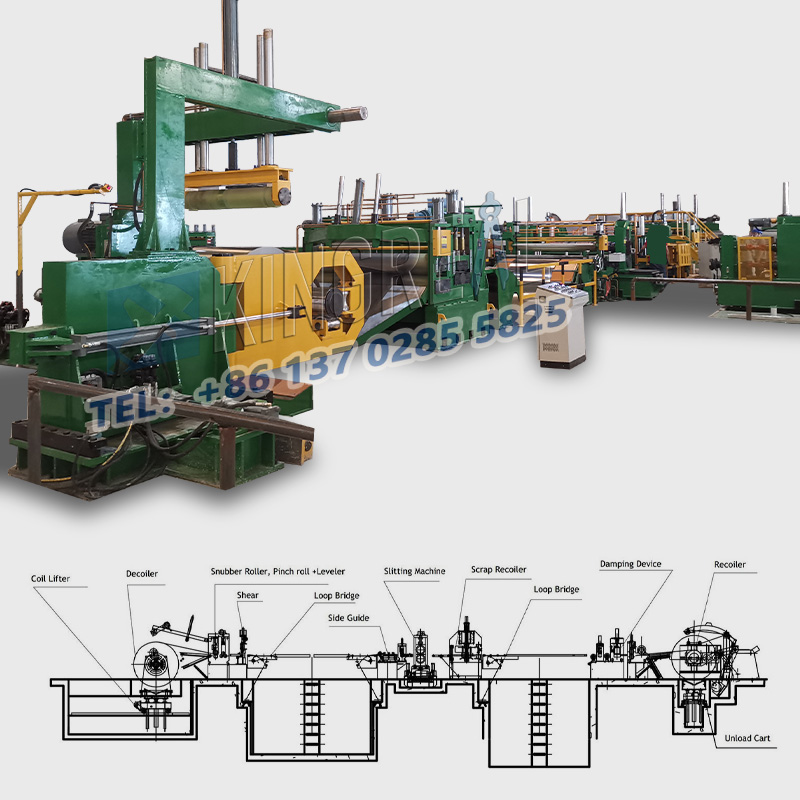
เครื่องตัดโลหะมีการใช้กันอย่างแพร่หลายในอุตสาหกรรมแปรรูปโลหะ โดยหลักแล้วใช้สำหรับการตัดวัสดุโลหะม้วนใหญ่ออกเป็นแถบแคบๆ หลายแถบ อย่างไรก็ตาม ในระหว่างการทำงานจริง เส้นตัดโลหะอาจมีความผิดปกติต่างๆ ส่งผลให้ประสิทธิภาพการประมวลผลลดลงหรือสิ้นเปลืองวัสดุ บทความนี้โดย KINGREAL STEEL SLITTER จะกล่าวถึงปัญหาการปฏิบัติงานทั่วไปหลายประการกับเครื่องตัดโลหะ และมอบแนวทางแก้ไขที่เกี่ยวข้องเพื่อช่วยให้ผู้ใช้ใช้เส้นตัดโลหะได้ดียิ่งขึ้น
1.1 คอยล์ยุบ
หลังจากตัดแล้วเมื่อถอดเหล็กม้วนออกจากรอกก็มักจะยุบตัวกลายเป็นรูปไข่ สาเหตุหลักของปรากฏการณ์นี้คือความตึงไม่เพียงพอระหว่างกระบวนการม้วน หรือมีน้ำมันป้องกันสนิมบนพื้นผิวแถบเหล็ก ส่งผลให้เสียดสีระหว่างชั้นได้เพียงพอ เพื่อแก้ไขปัญหานี้ สามารถใช้มาตรการต่อไปนี้:
1.1.1 ตรวจสอบให้แน่ใจว่ามีการใช้แรงตึงเพียงพอในระหว่างกระบวนการพันเพื่อป้องกันการเสียรูปของขดลวด
1.1.2 ตรวจสอบพื้นผิวแถบเหล็กอย่างสม่ำเสมอเพื่อให้แน่ใจว่าสะอาดและปราศจากน้ำมัน จึงมั่นใจได้ถึงการเสียดสีระหว่างชั้นที่ดี
1.2 ขอบเหล็กม้วนไม่เท่ากัน
ขอบเหล็กม้วนที่ไม่สม่ำเสมอมีสาเหตุหลักมาจากปัจจัยดังต่อไปนี้:
1.2.1 แรงตึงไม่ดี: แรงตึงอ่อนที่จุดเริ่มต้นของการพันและความตึงที่รุนแรงเมื่อสิ้นสุดการพันทำให้เกิดการพันที่ไม่สม่ำเสมอ เพื่อหลีกเลี่ยงปัญหานี้ ควรเพิ่มความตึงที่จุดเริ่มต้นของการพันและลดเมื่อสิ้นสุด
1.2.2 การกระจายแรงตึงไม่สม่ำเสมอ: หากแถบเหล็กไม่ได้ตัดตรงที่ขอบนำ หรือแคลมป์กัดเข้ากับขอบนำของแถบเหล็กในระหว่างการตัด จะทำให้เกิดการกระจายแรงตึงที่ไม่สม่ำเสมอ ก่อนใช้งาน ให้ตรวจสอบว่าแถบตัดนั้นติดแน่นกับพื้นผิวของใบมีดพวงเพื่อให้แน่ใจว่ามีความตึงเท่ากัน
1.2.3 การแกว่งใน Loop Pit: หากแถบเหล็กแกว่งจากด้านหนึ่งไปอีกด้านหนึ่งใน Loop Pit และลูกกลิ้งนำขนาดเล็กไม่ได้รับการยึดอย่างถูกต้อง อาจทำให้เกิดการเปลี่ยนแปลงมุมของแผ่นปรับความตึง ส่งผลให้ขดลวดไม่สม่ำเสมอ เพื่อลดการสั่น สามารถใช้พรมหรือผ้าสักหลาดหลังหลุมห่วงเพื่อสัมผัสกับพื้นผิวแถบเหล็ก และควรยึดลูกกลิ้งนำทางขนาดเล็ก
1.2.4 การสร้างเสี้ยน: สำหรับเหล็กเส้นแคบ เสี้ยนขนาดใหญ่หรือเสี้ยนที่ไม่สอดคล้องกันทั้งสองด้านในระหว่างการตัดอาจทำให้เกิดการพันที่ไม่สม่ำเสมอ ขอแนะนำให้พลิกแถบเหล็กโดยหงายครีบขึ้นในหลุมห่วงเพื่อให้ครีบคว่ำลง เพื่อป้องกันปัญหานี้ได้อย่างมีประสิทธิภาพ
หลังจากตัดแล้ว แถบเหล็กอาจมีการเสียรูป เช่น การโค้งงอด้านข้าง เหตุผลค่อนข้างซับซ้อน:
2.1 ช่องว่างแรงเฉือนที่ไม่สม่ำเสมอ:
บนเครื่องตัดโลหะ, จุดอ้างอิงที่ไม่ถูกต้องบนไหล่เพลาเครื่องตัด, ระยะห่างตามแนวแกนมากเกินไปของแบริ่งเพลาเครื่องตัด หรือข้อผิดพลาดในตัวเว้นระยะหรือความหนาของแบริ่ง ล้วนสามารถนำไปสู่ช่องว่างแรงเฉือนที่ไม่สม่ำเสมอ ส่งผลให้เกิดการเสียรูปได้ การตรวจสอบและสอบเทียบเส้นตัดโลหะอย่างสม่ำเสมอเพื่อให้แน่ใจว่าการทำงานปกติสามารถป้องกันสถานการณ์นี้ได้อย่างมีประสิทธิภาพ
2.2 การเปลี่ยนแปลงความหนาของวัสดุ:
ความหนาที่แตกต่างกันระหว่างส่วนตรงกลางและขอบของวัสดุที่มีความกว้างเป็นปัญหาที่พบบ่อย โดยเฉพาะอย่างยิ่งในวัสดุที่เป็นม้วน เนื่องจากความแตกต่างในความแม่นยำของเส้นตัดโลหะและเทคนิคการปรับแต่ง ความหนาของวัสดุจากผู้ผลิตแต่ละรายจึงแตกต่างกันไป ขอแนะนำให้ทำการทดสอบความหนาก่อนการประมวลผลและปรับตามความแตกต่างของความหนาจริง
2.3 การดัดวัสดุฐาน:
ความเค้นภายในที่เกิดขึ้นในวัสดุฐานระหว่างการรีดเรียกว่าความเค้นตกค้างที่อาจเกิดขึ้น การสูญเสียความสมดุลของความเค้นหลังจากการกรีดตามยาวอาจทำให้แถบเหล็กโค้งงอได้ ดังนั้นการเลือกวัตถุดิบคุณภาพสูงและการเพิ่มประสิทธิภาพกระบวนการรีดจึงเป็นโซลูชั่นที่สำคัญ
2.4 เสี้ยนหรือขอบที่ไม่สอดคล้องกัน:
หากความหนาของแผ่นเพลทด้านข้างมีเสี้ยนมากขึ้นในระหว่างการขด จะทำให้ขดมีเส้นผ่านศูนย์กลางใหญ่ขึ้น และโค้งงอเป็นรูปแตร เพื่อแก้ไขปัญหานี้ คุณสามารถใส่กระดาษที่มีความหนาเหมาะสมอีกด้านหนึ่งหรือใช้กระบวนการตัดก็ได้
2.5 ขอบหยักของแถบ:
ในระหว่างกระบวนการขด การมีเสี้ยนอาจทำให้ขอบของแถบเหล็กมีความหนาเพิ่มขึ้น ส่งผลให้เกิดการยืดตัวของขอบ ในระหว่างการทำงานของเครื่องตัดโลหะ จำเป็นต้องเพิ่มระยะห่างในแนวนอนเพื่อลดแรงกดด้านข้าง นอกจากนี้ การใช้ใบมีดที่เหมาะสมกับวัสดุที่ถูกตัดและลดการสึกหรอของใบมีดยังช่วยแก้ปัญหานี้ได้
3.1 จับโดยใบมีด
เมื่อตัดแถบเหล็กแคบ ๆ หากแผ่นกดรูปนิ้วไม่เติมเต็มช่องว่างระหว่างใบมีดด้านนอกทั้งสองใบจนสุด แถบเหล็กอาจติดอยู่กับใบมีดด้านนอกทั้งสองอันทำให้เกิดรอยพับ กลยุทธ์ที่มีประสิทธิภาพในการป้องกันปัญหานี้คือการเติมช่องว่างระหว่างใบมีดด้านนอกด้วยแผ่นกดเรียบ และให้แน่ใจว่ามีการใช้น้ำมันก๊าดกับใบมีดเป็นประจำเพื่อลดแรงเสียดทาน
3.2 การพับที่ขากรรไกรของดรัมที่คดเคี้ยว
สำหรับเครื่องตัดโลหะ หากแถบเหล็กไม่แน่นพอดีกับดรัมที่พันขดลวดในระหว่างการม้วนครั้งแรก อาจเกิดรอยยับในระหว่างการพันครั้งต่อไป เพื่อหลีกเลี่ยงปัญหานี้ ควรตรวจสอบขากรรไกรของดรัมที่คดเคี้ยวเป็นประจำ และควรตรวจสอบให้แน่ใจว่าแถบเหล็กนั้นติดเข้ากับดรัมอย่างแน่นหนาและแน่นหนาในช่วงเริ่มต้นของการพัน
4.1 รอยใบมีดที่เกิดจากแผ่นดัน
หากความสูงของแผ่นดันไม่สอดคล้องกับแผ่นนำอาจทำให้เกิดแรงกดบนแถบเหล็กมากเกินไปส่งผลให้เกิดรอยใบมีด ดังนั้นควรตรวจสอบและปรับความสูงของแผ่นดันอย่างสม่ำเสมอเพื่อให้มั่นใจว่าสอดคล้องกับความสูงของแผ่นนำ
4.2 การสั่นสะเทือนของแผ่นดันใบมีด
เมื่อแผ่นดันใบมีดสั่นขึ้นลง อาจทำให้เกิดรอยใบมีดได้เช่นกัน เครื่องหมายใบมีดเหล่านี้มักจะเกิดขึ้นเป็นระยะๆ และสาเหตุหลัก ได้แก่ การโค้งงอของสปินเดิล ระยะห่างที่มากเกินไประหว่างใบมีดกับสปินเดิล และการเผาเศษโลหะที่อีกด้านหนึ่งของใบมีด การตรวจสอบสภาพของสปินเดิลและการรักษาความสะอาดของใบมีดสามารถลดการเกิดรอยของใบมีดได้อย่างมีประสิทธิภาพ
เส้นตัดโลหะต้องเผชิญกับปัญหาต่างๆ มากมายในระหว่างการใช้งานในแต่ละวันอย่างหลีกเลี่ยงไม่ได้ แต่ปัญหามากมายสามารถหลีกเลี่ยงหรือบรรเทาได้ด้วยการตรวจสอบและบำรุงรักษาอย่างพิถีพิถัน การทำความเข้าใจและจัดการกับปัญหาทั่วไปและวิธีแก้ปัญหาสำหรับเครื่องตัดโลหะสามารถช่วยให้ผู้ใช้ปรับกระบวนการผลิตให้เหมาะสมและปรับปรุงประสิทธิภาพการทำงานได้ KINGREAL STEEL SLITTER หวังว่าคำแนะนำข้างต้นจะเป็นข้อมูลอ้างอิงที่มีค่าสำหรับคุณในการใช้เส้นตัดโลหะ และรับประกันการทำงานที่ต่อเนื่องและมีประสิทธิภาพ หากคุณมีคำถามใด ๆ โปรดติดต่อ KINGREAL STEEL SLITTER!