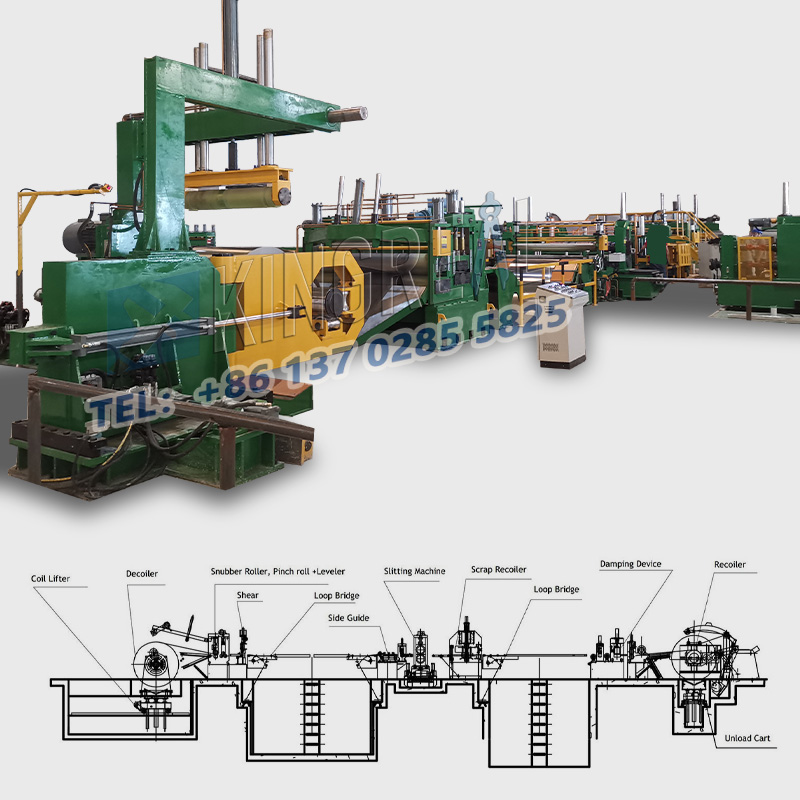
1. ตารางการจัดเก็บ: ใช้สำหรับวัตถุดิบที่จะประมวลผลหรือที่เรียกว่าสถานที่สแตนด์บายวัตถุดิบซึ่งมักจะปรับแต่ง 1-2
2. รถเข็นขนส่งแบบม้วน: ขนส่งวัตถุดิบที่จะเก็บไว้ในตารางการจัดเก็บลงใน uncoiler และใส่วัตถุดิบลงใน uncoiler ผ่านฟังก์ชั่นการขึ้น, ตก, เคลื่อนที่ไปมา ฯลฯ โดยปกติจะใช้ภาพ / คู่มือ หรือสามารถสร้างเป็นระนาบ "V" หรือระนาบม้วนอัตโนมัติได้
3. Uncoiler: โดยปกติจะเป็นประเภท cantilever เดียว เช่นน้ำหนักวัตถุดิบมีขนาดใหญ่ จะต้องเพิ่มที่ส่วนท้ายของการสนับสนุนเสริมดรัม uncoiler ที่นั่ง uncoiler มักจะมีทิศทางขนานไปพร้อมกันก่อนและหลังการเคลื่อนไหวของฟังก์ชัน สามารถทำให้การจัดศูนย์กลางวัตถุดิบเสร็จสมบูรณ์ได้อย่างมีประสิทธิภาพและรวดเร็ว โดยปกติจะเป็นโหมดภาพ/ย้อนกลับ นอกจากนี้ยังสามารถทำให้เป็นการจัดกึ่งกลางอัตโนมัติอัตโนมัติเต็มรูปแบบได้ แต่จำเป็นต้องเพิ่มต้นทุนค่าธรรมเนียมราคาแพง
4. การหนีบ การปรับระดับ และการตัดหัวแผ่น: ล้อหนีบมักจะเป็นอุปกรณ์ยกไฮดรอลิก นิวแมติก และไฟฟ้า เครื่องปรับระดับมักจะเป็นการยกด้วยไฟฟ้าและโครงสร้างเฟืองตัวหนอนเพื่อให้มั่นใจถึงเสถียรภาพของการยกและการวางตำแหน่ง แรงเฉือนของหัวแผ่นมักจะเป็นการตัดแบบไฮดรอลิก เครื่องเพื่อให้แน่ใจว่าวัตถุดิบเข้าสู่ส่วนท้ายของแผ่นเฉือนล้าง โดยทั่วไปไดรฟ์จะถูกขับเคลื่อนด้วยมอเตอร์ความเร็วแบบไม่มีขั้นเพื่อให้แน่ใจว่าความเร็วของสายเครื่องจักรราบรื่นและซิงโครไนซ์กัน
5. ชุดหลุมสด: หรือที่เรียกว่าหลุมบัฟเฟอร์เก็บวัตถุดิบซึ่งมีความลึก 2 ถึง 4 เมตรยาว 3 ถึง 4 เมตรเป็นวัตถุดิบในอุปกรณ์บัฟเฟอร์ที่จับคู่ความเร็วเฉือนและแรงเฉือนตามยาวซึ่งมักจะยกด้วยไฟฟ้าไฮดรอลิกของ แพลตฟอร์มการเปลี่ยนแปลง วัตถุดิบในการหนีบและด้านข้างเพื่อเป็นแนวทางอุปกรณ์ โดยทั่วไปแผ่นเปลี่ยนจะใช้เป็นวัตถุดิบที่สัมผัสกับพื้นผิวการเปลี่ยนแปลงของลูกกลิ้งและวัสดุที่ทนต่อการขีดข่วน
6. คู่มือด้านข้างและอุปกรณ์จับยึด: คู่มือด้านข้างเป็นวัตถุดิบในอุปกรณ์กำหนดตำแหน่งด้านข้างแบบกรอไปข้างหน้าโดยปกติจะใช้ประเภทลูกกลิ้งแนวตั้งหรือโครงสร้างแผ่นแนวตั้งเพื่อให้แน่ใจว่าวัตถุดิบในแรงเฉือนตามยาวของตำแหน่งตามขวางทำไม่ได้ ดูเหมือนว่าจะทำงานและทำให้ความกว้างเฉือนของผลิตภัณฑ์สำเร็จรูปไม่ดี โดยทั่วไปจะใช้อุปกรณ์จับยึดในลูกกลิ้งเพื่อให้แน่ใจว่าวัตถุดิบก่อนที่จะเฉือนการแพร่กระจายของเพศ
7. เครื่องตัดเป็นอุปกรณ์หลักของสายการผลิตนี้ ตัดความกว้างที่แตกต่างกันของผลิตภัณฑ์สำเร็จรูปโดยใช้ใบมีดและตัวเว้นระยะที่แตกต่างกัน ความแม่นยำของเพลามีดตัดนั้นสูงมาก การเบี่ยงเบนหนีจากแนวยาว การโก่งตัวด้านข้าง และความแข็งแรงเชิงกล ล้วนเป็นตัวกำหนดความแม่นยำของผลิตภัณฑ์การตัดเฉือน ข้อกำหนดด้านความแม่นยำของอุปกรณ์เสริม เช่น ใบมีดกลมและตัวเว้นระยะใบมีด ยังกำหนดความแม่นยำของผลิตภัณฑ์ตัดและเวลาในการจัดเรียงมีด ซึ่งส่งผลโดยตรงต่อผลลัพธ์ของการประมวลผล โดยทั่วไปวิธีการกรอกลับมีการกรอกลับสองแบบ: การกรอกลับแหวนยางและการกรอกลับแผ่นดัน และการวางตำแหน่งของใบมีดและตัวเว้นวรรคใบมีดมีตำแหน่งน็อตและการล็อคเพลาไฮดรอลิกที่มีราคาแพงกว่า ฯลฯ วิธีการกรอกลับมีการกรอกลับสองประเภท: การกรอกลับแหวนยาง และการกรอกลับแผ่นดัน
8. แพลตฟอร์มการเปลี่ยน: แพลตฟอร์มการเปลี่ยนผ่านคือการเปลี่ยนไปใช้ผลิตภัณฑ์สำเร็จรูปที่ถูกตัดเฉือนไปยังชุดบัฟเฟอร์หลุมที่เสร็จแล้วภายในอุปกรณ์ ความต้องการของส่วนที่ใกล้กับส่วนของแรงเฉือนของแผ่นดิสก์สามารถยกขึ้นได้อย่างอิสระ เพื่ออำนวยความสะดวกในแถวใบมีด กลุ่มและการวัดคุณภาพผลิตภัณฑ์สำเร็จรูปและฟังก์ชั่นอื่น ๆ ในส่วนคงที่ของส่วนท้ายของอุปกรณ์แผ่นดันวัสดุเพื่อป้องกันไม่ให้ผลิตภัณฑ์สำเร็จรูปหลังจากที่แรงเฉือนตกลงไปในหลุมที่มีชีวิตเพื่อสร้างความยุ่งเหยิงกับปม
8. เครื่องกรอขอบเศษ: เครื่องกรอขอบเศษใช้อุปกรณ์รวบรวมประเภทดิสก์เพื่อกรอขอบเศษเป็นมัดหลังจากการตัดวัสดุ เพื่ออำนวยความสะดวกในการจัดเก็บและการขนส่งของลวดขอบเศษ โดยทั่วไปเสริมด้วยแนวทางแบบสกรู อุปกรณ์หรืออุปกรณ์นำทางชนิดเชื่อมต่อลูกเบี้ยว ซึ่งใช้ไดรฟ์ของความเร็วตัวแปรอนันต์และไดรฟ์มอเตอร์ควบคุมความตึง เสริมด้วยเบรกหยุดฉุกเฉิน และมีสองวิธีในการขนถ่ายด้วยตนเองและการขนถ่ายอัตโนมัติ
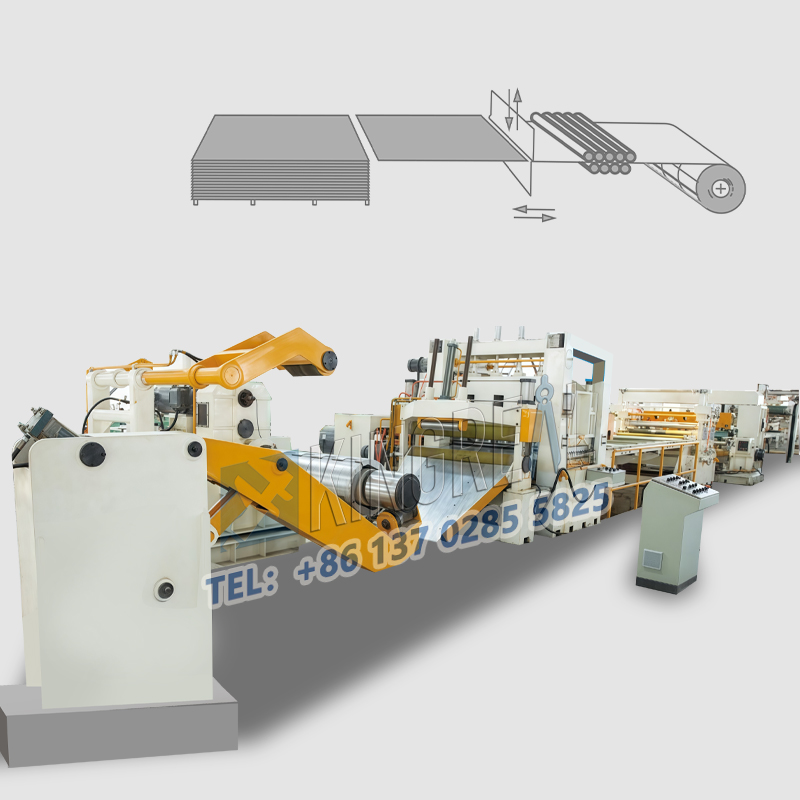
9. อุปกรณ์แยกด้านหน้า: อุปกรณ์แยกด้านหน้าคือการแยกผลิตภัณฑ์สำเร็จรูปก่อนที่จะเข้าสู่สถานีการผลิตแรงดึง เพื่อให้สายพานที่เสร็จแล้วจะไม่ถูกพันด้วยสายพานและซ้อนกันเมื่อถูกบีบด้วยแรงดึง โดยทั่วไปประกอบด้วยการแยกสองเท่าและ ล้อกดตำแหน่งและป้องกันการข้ามสายพาน และส่วนหน้าใช้เพลาแยกซึ่งสามารถยกขึ้นและลงได้ เพื่อป้องกันการเปลี่ยนรูปพลาสติกของแผ่นกดเนื่องจากล้อกด และเพลาแยกใช้รางนำแบบเคลื่อนย้ายได้ ซึ่งสามารถดึงออกได้อย่างสะดวกและยืดหยุ่นโดยการเลื่อนเพลาแยกเพื่อเป็นประโยชน์สำหรับเพลาแยกใช้รางนำแบบเคลื่อนย้ายได้ซึ่งสามารถดึงออกได้อย่างง่ายดายและยืดหยุ่นเพื่ออำนวยความสะดวกในการจัดกลุ่มแถวของพาร์ติชัน
10. อุปกรณ์แยกแบบเดิม: อุปกรณ์แยกแบบเดิมคือการแยกผลิตภัณฑ์สำเร็จรูปก่อนที่จะเข้าสู่สถานีผลิตแรงดึง เพื่อไม่ให้ผลิตภัณฑ์สำเร็จรูปถูกข้ามแถบและซ้อนกันเมื่อถูกบีบด้วยความตึงเครียด และโดยทั่วไปจะประกอบด้วย ของล้อกดแยกและวางตำแหน่งและป้องกันการข้ามแบบสองเท่าและส่วนเดิมใช้เพลาแยกซึ่งสามารถยกขึ้นและลดลงได้ซึ่งป้องกันการเสียรูปพลาสติกของแผ่นกดเนื่องจากล้อกดและเพลาแยกใช้ รางนำแบบเคลื่อนย้ายได้ซึ่งสามารถดึงออกได้อย่างสะดวกและยืดหยุ่นโดยการเลื่อนเพลาแยกออกเพื่ออำนวยความสะดวก เพลาแยกใช้รางนำแบบเคลื่อนย้ายได้เพื่อให้สามารถดึงเพลาแยกออกได้อย่างยืดหยุ่นและสะดวกเพื่ออำนวยความสะดวกในการจัดกลุ่มแถวของการแยก แผ่นงาน
11. สถานีสร้างความตึงเครียด: สถานีสร้างความตึงเครียดแบ่งออกเป็นสถานีความตึงของแผ่น สถานีความตึงของสายพาน และสถานีความตึงของลูกกลิ้ง ซึ่งมักจะใช้แรงดันไฮดรอลิกที่ปรับได้เพื่อยกและลดความดันเพื่อให้บรรลุหน้าที่ในการสร้างความตึงเครียด ในขณะที่ประเภทสายพานและลูกกลิ้ง ประเภทใช้ความต้านทานแรงเสียดทานแบบเลื่อนเพื่อสร้างความตึงเครียด
13. เครื่องกรอกลับ: เครื่องกรอกลับหรือที่เรียกว่าเครื่องกรอกลับผลิตภัณฑ์สำเร็จรูปเป็นผลิตภัณฑ์สำเร็จรูปแบบแยกเฉือนที่กรอกลับลงในม้วนอุปกรณ์ ถังกรอกลับสามารถเป็นโครงสร้างขึ้นและลงเพื่ออำนวยความสะดวกในการถอนผลิตภัณฑ์สำเร็จรูปได้อย่างราบรื่น อุปกรณ์แยกเพื่อป้องกันไม่ให้ผลิตภัณฑ์สำเร็จรูปมีจุดตัดของสายพาน สายพานแบบเรียงซ้อนและปลายผลิตภัณฑ์สำเร็จรูปของม้วนแบน การยกไฮดรอลิก เสริมด้วยวาล์วถ่วงดุลในผลิตภัณฑ์สำเร็จรูปที่มีขนาดใหญ่ขึ้นเรื่อย ๆ สามารถถ่วงดุลอัตโนมัติได้ การเพิ่มขึ้นของอุปกรณ์แผ่นดันที่ขับเคลื่อนด้วยระบบไฮดรอลิก ผลิตภัณฑ์สำเร็จรูปจะถูกนำออกจากดรัมบนอุปกรณ์แผ่นดันถูกขับเคลื่อนด้วยระบบไฮดรอลิกเพื่อดันเทปที่เสร็จแล้วออกจากล้อม้วนเก็บอย่างราบรื่น เมื่อรวบรวมม้วนที่หนักกว่า จะใช้อุปกรณ์สนับสนุนเสริม มอเตอร์ขับเคลื่อนถูกขับเคลื่อนด้วยมอเตอร์กำลังคงที่เพื่อให้แน่ใจว่ากำลังการม้วนยังคงอยู่เมื่อม้วนวัสดุม้วนใหญ่ และเพื่อให้แน่ใจว่าเทปไม่สูง เบรกแบบเร็วช่วยป้องกันไม่ให้สายพานดึงมีด