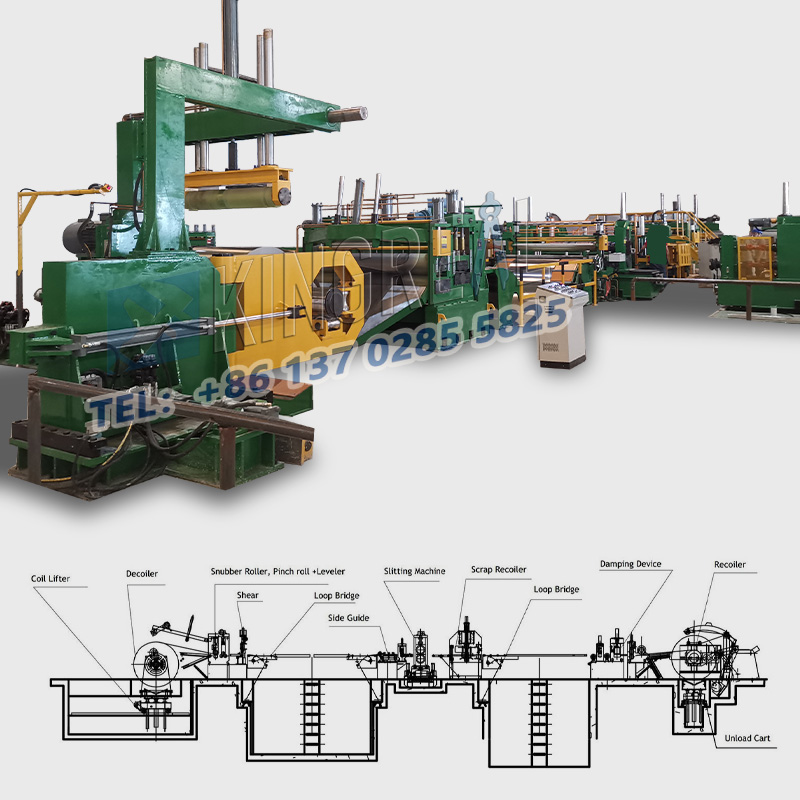
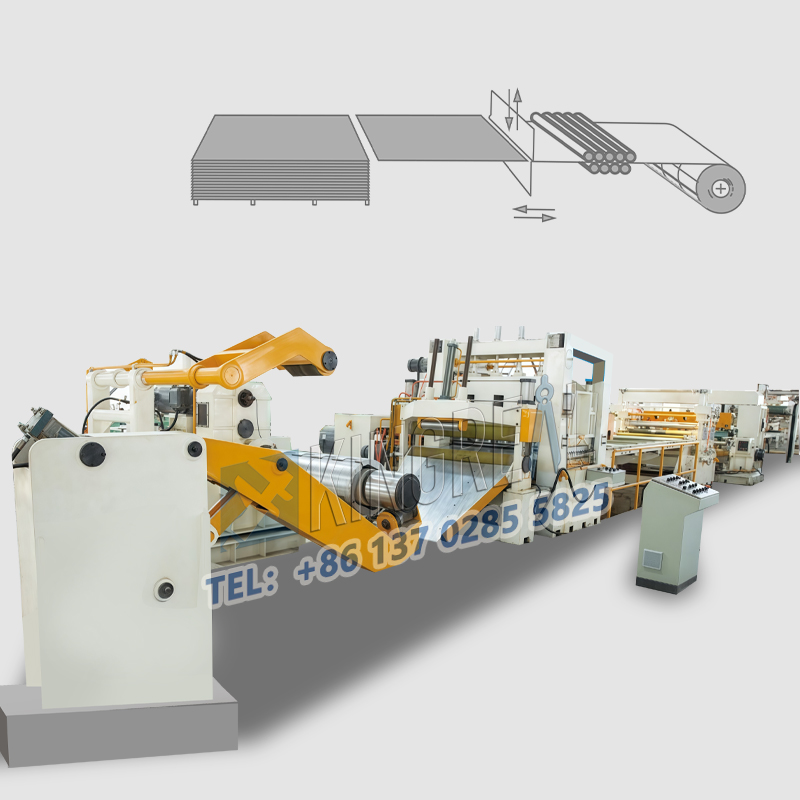
เครื่องตัดโลหะหรือที่เรียกว่าเครื่องตัดเหล็กม้วนหรือเครื่องตัดโลหะ มีการใช้งานที่หลากหลายและมีบทบาทสำคัญในอุตสาหกรรมแปรรูปโลหะ หน้าที่หลักของอุปกรณ์นี้คือการตัดขดลวดโลหะที่มีความกว้างให้เป็นแถบแคบหลายๆ เส้นอย่างแม่นยำ เพื่อตอบสนองความต้องการของกระบวนการผลิตที่แตกต่างกัน

เครื่องตัดโลหะ มีบทบาทสำคัญในหลายอุตสาหกรรม และความเที่ยงตรงและประสิทธิภาพสูงทำให้เป็นสิ่งที่ขาดไม่ได้สำหรับกระบวนการแปรรูปโลหะ ไม่ว่าจะในอุตสาหกรรมการผลิตยานยนต์ การก่อสร้าง การผลิตไฟฟ้า การผลิตเครื่องใช้ในบ้าน บรรจุภัณฑ์ หรืออุตสาหกรรมการบินและอวกาศและการทหาร เครื่องตัดโลหะตอบสนองความต้องการในการประมวลผลที่มีความแม่นยำสูงและมีความต้องการสูงที่หลากหลายด้วยประสิทธิภาพและความน่าเชื่อถือที่ยอดเยี่ยม
ในด้านการแปรรูปโลหะ ความแม่นยำและประสิทธิภาพของอุปกรณ์มีผลกระทบอย่างมากต่อคุณภาพของผลผลิต ส่วนประกอบสำคัญอย่างหนึ่งในตัวตัดโลหะหรือตัวแยกคอยล์คือใบมีด การตรวจสอบให้แน่ใจว่าเครื่องจักรทำงานได้โดยไม่มีปัญหาการเบี่ยงเบนของใบมีดถือเป็นสิ่งสำคัญในการรักษาความสม่ำเสมอและความสมบูรณ์ของการตัดโลหะ ในบทความนี้ เราจะดูสาเหตุทั่วไปของการโก่งตัวของใบมีดในตัวแยกคอยล์โลหะแผ่น และเสนอแนวทางแก้ไขที่ใช้งานได้จริง
"เหตุใดข้อผิดพลาดของใบมีดสลิตเตอร์จึงเกิดขึ้น"
การเบี่ยงเบนของใบมีดตัดโลหะอาจทำให้คุณภาพการตัดไม่ดี สิ้นเปลืองวัสดุมากขึ้น และต้นทุนการดำเนินงานสูงขึ้น การระบุสาเหตุที่แท้จริงของการเบี่ยงเบนเหล่านี้และดำเนินการแก้ไขอย่างมีประสิทธิผลเป็นสิ่งสำคัญ สาเหตุหลักประการหนึ่งของการเบี่ยงเบนของใบมีดคือการปรับตำแหน่งการป้อนที่ไม่เหมาะสม หากตัวหยุดไม่อยู่ในแนวที่ถูกต้อง อาจทำให้เกิดแรงกดบนใบมีดไม่สม่ำเสมอในระหว่างกระบวนการตัด ซึ่งส่งผลให้เกิดการเบี่ยงเบนตามมา
การใช้ใบมีดทื่อในบางพื้นที่อาจทำให้เกิดการเบี่ยงเบนได้เช่นกัน เมื่อส่วนหนึ่งของใบมีดทื่อ มันจะตัดด้วยความเร็วที่แตกต่างจากส่วนที่แหลมคม ส่งผลให้เกิดการตัดที่ไม่สอดคล้องกัน
การจัดแนวล้อนำกระดาษที่ไม่เหมาะสมยังเป็นสาเหตุที่พบบ่อยของการเบี่ยงเบนของใบมีดอีกด้วย ล้อนำกระดาษจะต้องอยู่ในแนวที่ถูกต้องเพื่อให้แน่ใจว่าวัสดุจะผ่านตัวตัดเป็นเส้นตรง

"จะปรับปรุงความแม่นยำในการตัดผลิตภัณฑ์ได้อย่างไร"
ใบมีดตัดโลหะที่ทื่อสามารถนำไปสู่สภาวะต่างๆ เช่น เสี้ยน รอยพับ และความเสียหายต่อวัตถุดิบของผลิตภัณฑ์แบบสลิต ปัญหาเศษเสี้ยนบนวัสดุกรีดมักเกิดจากใบมีดทื่อ ใบมีดซ้อนทับช่องมีดตื้นเกินไป หรือมีเศษติดอยู่ในช่องมีด เพื่อป้องกันการเกิดเสี้ยน ตรวจสอบให้แน่ใจว่าใบมีดมีความคมและได้รับการดูแลอย่างสม่ำเสมอ ปรับการทับซ้อนของใบมีดโดยใช้ช่องมีดให้อยู่ในความลึกที่แนะนำ (โดยปกติจะอยู่ภายใน 2.5 มม.) ทำความสะอาดช่องมีดเป็นประจำเพื่อกำจัดเศษที่อาจรบกวนกระบวนการตัด
1. รอยยับและรอยฉีกขาดในวัสดุกรีดอาจเกิดจากหลายปัจจัย รวมถึงวัสดุป้อนเข้าคุณภาพต่ำและการย้ำที่ลึกเกินไป ใช้วัสดุป้อนเข้าคุณภาพสูงเพื่อลดโอกาสที่จะเกิดรอยพับและการฉีกขาด ลดการฉีกขาดโดยการปรับความลึกของหางปลาให้อยู่ในระดับที่เหมาะสม เพื่อป้องกันไม่ให้เกิดแรงกดมากเกินไปกับวัสดุ
2. รอยยับและรอยฉีกขาดในวัสดุกรีดอาจเกิดจากหลายปัจจัย รวมถึงวัสดุป้อนเข้าคุณภาพต่ำและการย้ำแบบลึก ใช้วัสดุป้อนเข้าคุณภาพสูงเพื่อลดโอกาสที่จะเกิดรอยพับและการฉีกขาด ปรับความลึกของการย้ำให้อยู่ในระดับที่เหมาะสมเพื่อป้องกันไม่ให้เกิดแรงกดมากเกินไปกับวัสดุ ซึ่งช่วยลดการฉีกขาด
3. ขอบที่ไม่ตั้งฉากของวัสดุกรีดอาจเกิดจากปัญหาหลายประการ รวมถึงมุมใบมีดที่ไม่ถูกต้อง ใบมีดไม่อยู่ตรงกลางร่อง หรือกราวด์ของใบมีดไม่อยู่ในแนวเดียวกัน ตรวจสอบมุมใบมีดเป็นระยะและทำการปรับเปลี่ยนเพื่อให้แน่ใจว่าตั้งฉากกับวัสดุ จัดใบมีดให้อยู่ตรงกลางช่องมีด และตรวจดูให้แน่ใจว่าได้ลับใบมีดให้เท่ากันเพื่อรักษามุมการตัดที่สม่ำเสมอ

การจัดการกับความเบี่ยงเบนของใบมีดในตัวแยกเหล็กม้วนหรือตัวแยกคอยล์เป็นสิ่งสำคัญในการรักษาคุณภาพและประสิทธิภาพของการดำเนินการตัดโลหะของคุณ ด้วยการทำความเข้าใจสาเหตุทั่วไปของการเบี่ยงเบนเหล่านี้และนำแนวทางแก้ไขที่เหมาะสมไปใช้ คุณสามารถมั่นใจได้ว่าเครื่องตัดโลหะของคุณจะทำงานได้อย่างดีที่สุด โดยผลิตวัสดุตัดคุณภาพสูงและลดของเสียให้เหลือน้อยที่สุด