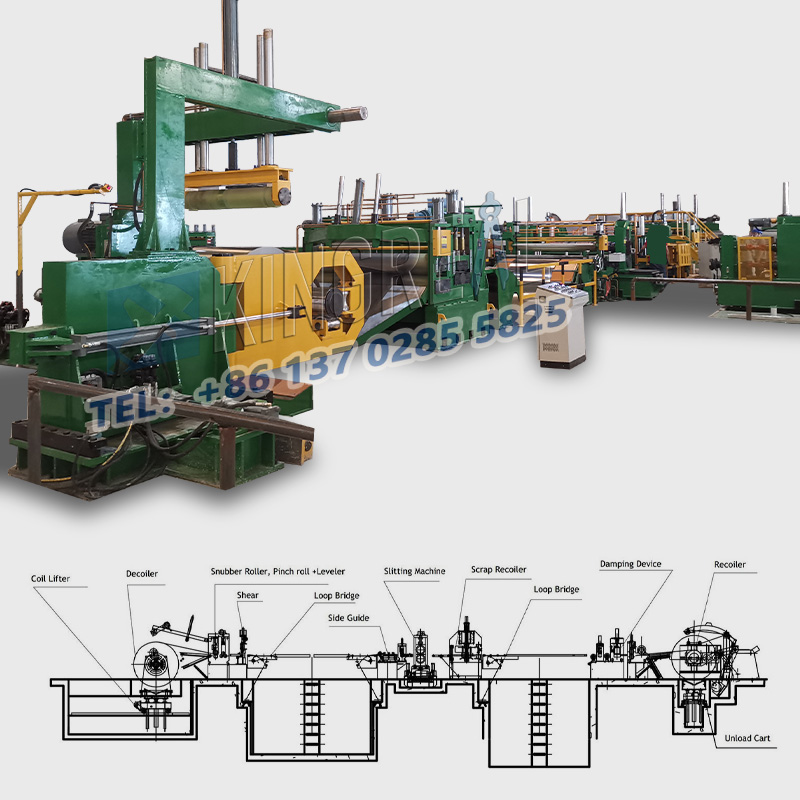
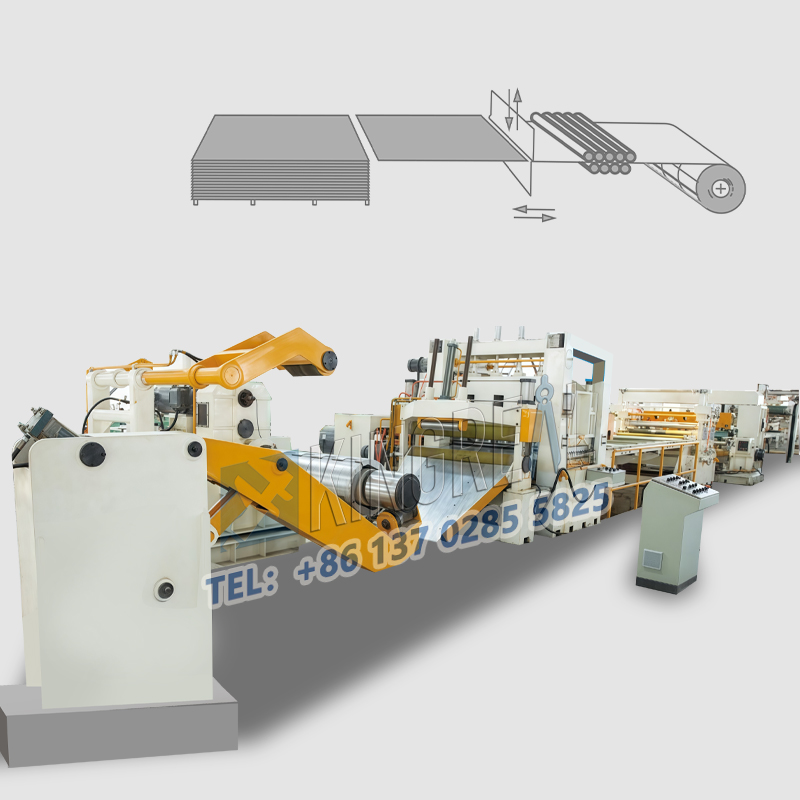
ในด้านการแปรรูปขดลวดโลหะเครื่องตัดแถบเหล็กใช้ในการกรีดขดลวดโลหะตามยาว เช่น สแตนเลส อลูมิเนียม เหล็กคาร์บอน และเหล็กซิลิคอน ความแม่นยำด้านมิติของแถบแคบ ความเรียบของการตัด และการมีอยู่หรือไม่มีเสี้ยนหรือมุมโค้ง ล้วนถูกกำหนดโดยตรงจากระยะห่างระหว่างใบมีดบนและล่างของเส้นตัดแถบเหล็ก
ในการผลิตรายวัน เมื่อใดก็ตามที่ความหนาของขดลวดที่กำลังดำเนินการเปลี่ยนแปลง หรือใช้วัสดุที่แตกต่างกันซึ่งมีความแข็งต่างกัน ผู้ปฏิบัติงานจะต้องปรับระยะห่างใบมีดของเครื่องตัดแถบเหล็กไปพร้อมๆ กัน
ระยะห่างของใบมีดที่เหมาะสมช่วยให้เส้นตัดแถบเหล็กสามารถตัดแถบแคบที่มีความแม่นยำสูงด้วยการตัดที่ราบรื่น ไร้เสี้ยนและชั้นหน้าตัดที่สม่ำเสมอ ค่าระยะห่างที่ไม่เหมาะสมจะส่งผลให้เกิดข้อบกพร่องในการผลิตจำนวนมาก เช่น การโค้งงอของขอบ การบิ่นของใบมีด การดัดงอของแถบ และการสะสมของครีบที่ขอบ บทความนี้ KINGREAL STEEL SLITTER จะรวมประสบการณ์เชิงปฏิบัติเข้ากับมาตรฐานพารามิเตอร์ระยะห่างเพื่ออธิบายตรรกะการปรับ วิธีปฏิบัติ และข้อกำหนดการตั้งค่าพารามิเตอร์สำหรับระยะห่างใบมีดของเครื่องตัดแถบเหล็กอย่างครบถ้วน

ความสัมพันธ์ระหว่างระยะห่างของใบมีดและความแม่นยำของแถบในเครื่องตัดแถบเหล็ก
ระยะห่างใบมีดของเครื่องตัดแถบเหล็กหมายถึงช่องว่างรัศมีที่เหลือเมื่อชุดใบมีดตัดแบบวงกลมด้านบนและด้านล่าง ค่านี้ไม่ใช่ค่าคงที่คงที่ แต่เปลี่ยนแปลงแบบไดนามิกด้วยตัวแปรหลักสองตัวของความหนาและความแข็งของวัสดุที่ผ่านการประมวลผล ปัจจัยทั้งสองนี้กำหนดคุณภาพการตัดของโดยตรงเส้นตัดแถบเหล็ก.
1. ความหนาของวัสดุ
เมื่อความหนาของวัสดุม้วนที่ผ่านการประมวลผลเปลี่ยนแปลง จะต้องปรับระยะห่างของใบมีดของเครื่องตัดแถบเหล็กตามนั้น หากเส้นตัดแถบเหล็กประมวลผลแถบโลหะหนา ควรเพิ่มระยะห่างของใบมีดอย่างเหมาะสม การกวาดล้างที่น้อยเกินไปจะทำให้ใบมีดด้านบนและด้านล่างบังคับบีบวัสดุแผ่น ทำให้โหลดบนตัวใบมีดเพิ่มขึ้นทันที ซึ่งอาจนำไปสู่การแตกหักของใบมีดและการเสียรูปของเพลาเครื่องตัดได้อย่างง่ายดาย ส่งผลให้อายุการใช้งานของเครื่องตัดและแกนหมุนของเครื่องตัดแถบเหล็กสั้นลงอย่างมาก
ในทางกลับกัน เมื่อเส้นตัดแถบเหล็กเปลี่ยนไปใช้การประมวลผลวัสดุบาง ระยะห่างของใบมีดจะต้องลดลง หากระยะห่างมากเกินไป ใบมีดจะไม่สามารถตัดวัสดุแผ่นได้ทั้งหมด ขอบวัสดุจะถูกฉีกขาดในระหว่างขั้นตอนการตัด และจะมีเสี้ยนจำนวนมากปรากฏขึ้นทั้งสองด้านของแถบที่เสร็จแล้ว ในกรณีที่รุนแรง แถบแคบทั้งหมดจะมีมุมโค้ง ซึ่งเกินความคลาดเคลื่อนของขนาด และไม่เป็นไปตามข้อกำหนดของกระบวนการปั๊ม ดัดงอ และขึ้นรูปขั้นปลายน้ำ
สำหรับแถบโลหะที่บางมากซึ่งมีความหนาน้อยกว่า 0.1 มม. ช่องว่างใบมีดตามทฤษฎีของเครื่องตัดโลหะจะเข้าใกล้ศูนย์ โดยอาศัยการประสานไมโครของใบมีดเพื่อให้ได้การตัดที่แม่นยำ
2. ความแข็งของวัสดุและความต้านแรงดึง
โลหะที่แตกต่างกันมีความต้านทานแรงดึงและความแข็งแตกต่างกันอย่างมีนัยสำคัญ ส่งผลให้มีช่วงช่องว่างของใบมีดที่แตกต่างกันโดยสิ้นเชิงซึ่งเหมาะสำหรับเครื่องตัดแถบเหล็ก วัสดุที่มีความแข็งสูงและแรงดึงสูง เช่น เหล็กกล้าคาร์บอนหนา เหล็กกล้าไร้สนิม และเหล็กซิลิกอน มีโครงสร้างโมเลกุลที่หนาแน่นและมีความต้านทานแรงเฉือนที่สูงกว่า ซึ่งต้องใช้ช่องว่างของใบมีดที่ใหญ่ขึ้นในเส้นตัดแถบเหล็ก วัสดุที่อ่อนนุ่มและมีความแข็งแรงต่ำ เช่น อลูมิเนียมบริสุทธิ์และแผ่นอลูมิเนียมบาง มีความเป็นพลาสติกสูงและต้านทานแรงเฉือนต่ำ ช่วยให้มีช่องว่างของใบมีดเล็กลงอย่างเหมาะสมในเครื่องตัดแถบเหล็ก
หลักการทางกายภาพของการตัดโลหะไม่ใช่การตัดเพียงอย่างเดียว แต่เป็นการตัดบางส่วนและการแตกหักของแรงดึงของวัสดุแผ่นภายใต้แรงกดของใบมีด วัสดุที่มีความแข็งสูงจะมีสัดส่วนการแตกหักของพลาสติกที่สูงกว่า ซึ่งจำเป็นต้องมีช่องว่างที่มากขึ้นเพื่อให้ได้หน้าตัดที่เรียบ อลูมิเนียมอ่อนมีการเสียรูปพลาสติกขนาดใหญ่ ช่องว่างที่มากเกินไปอาจทำให้เกิดการอัดขึ้นรูปวัสดุ การหลุดล่อน และการม้วนงอได้
วิธีการปรับมาตรฐานสำหรับช่องว่างใบมีดของเส้นตัดแถบเหล็ก
ปัจจุบันกระแสหลักส่วนใหญ่เครื่องตัดแถบเหล็กในตลาดต้องอาศัยแผ่นรองที่มีความแม่นยำเพื่อให้สามารถควบคุมช่องว่างของใบมีดได้อย่างแม่นยำ การเพิ่มหรือถอดแผ่นรองเม็ดมีดและบุชชิ่งที่มีความหนาต่างกัน ทำให้สามารถควบคุมช่องว่างแนวรัศมีระหว่างใบมีดบนและล่างของเพลาเครื่องตัดได้อย่างแม่นยำ กระบวนการปรับปรุงที่สมบูรณ์ประกอบด้วยการดำเนินการหลัก 4 ประการ:
(1) จับคู่แผ่นชิมกับช่องว่างพื้นฐาน
ก่อนการตัดอย่างเป็นทางการ ขั้นแรกให้ยืนยันวัสดุและความหนาของม้วน เลือกค่าช่องว่างพื้นฐานตามตารางพารามิเตอร์ช่องว่าง จากนั้นเลือกชิมที่มีความแม่นยำซึ่งมีความหนาสอดคล้องกันเพื่อประกอบทั้งสองด้านของเพลาเครื่องตัดและใบมีดของเส้นตัดแถบเหล็ก ความหนาของแผ่นชิมที่จับคู่กันอย่างแม่นยำทำให้มั่นใจได้ว่าใบมีดของเครื่องตัดแถบเหล็กจะประสานกันอย่างสม่ำเสมอ ป้องกันการอัดขึ้นรูปด้านเดียว การบิ่น และการโค้งงอของขอบในระหว่างกระบวนการตัด ซึ่งช่วยลดการสึกหรอของใบมีดได้อย่างมากและยืดอายุการใช้งานของหัวกัดทั้งชุด
(2) การเจียรและการแก้ไขศูนย์กลางของใบมีด
หากใช้เส้นตัดแถบเหล็กภายใต้ความเข้มสูงเป็นเวลานาน และใบมีดถูกชนด้านหนึ่ง ศูนย์กลางของใบมีดจะไม่สมดุล แม้ว่าข้อมูลจำเพาะของแผ่นรองเม็ดมีดจะถูกต้อง ช่องว่างใบมีดก็จะผันผวนระหว่างการทำงาน ความผิดปกติประเภทนี้ไม่สามารถปรับโดยใช้แผ่นรองเม็ดมีดได้ ต้องถอดใบมีดทั้งชุดออกจากเพลาคัตเตอร์ของเครื่องตัดแถบเหล็ก แล้วส่งไปยังเครื่องเจียรมืออาชีพสำหรับการเจียรซ้ำและการเจียรภายนอก แก้ไขจุดศูนย์กลางของใบมีด จากนั้นจึงติดตั้งใหม่บนแนวการตัดแถบเหล็กก่อนที่จะปรับช่องว่างแผ่นรองเม็ดมีดใหม่
(3) การแก้ไขเพลาคัตเตอร์ตัดไม่สมดุล
เพลาคัตเตอร์ด้านบนและด้านล่างของเครื่องตัดแถบเหล็กต้องเผชิญกับแรงเฉือนเป็นเวลานาน ทำให้เกิดการโค้งงอเล็กน้อยและการสึกหรอของพื้นผิวที่ไม่สม่ำเสมอ ในระหว่างการหมุนเพลา ช่องว่างของใบมีดจะเลื่อนเป็นระยะ ทำให้เกิดครีบที่ด้านหนึ่งของแถบที่เสร็จแล้วและอีกด้านหนึ่งมีรอยตัดที่ราบรื่น เพื่อแก้ไขปัญหานี้ ควรหยุดเครื่องจักร แยกชิ้นส่วนเพลาเครื่องตัดของสายตัดแถบเหล็กออก พื้นที่สึกหรอบนพื้นตัวเพลาและแก้ไข และปรับสมดุลไดนามิกของเพลาเครื่องตัดเพื่อขจัดความผันผวนของช่องว่างที่เกิดจากการหมุน
(4) รักษาช่องว่างการตัดเฉือนด้วยบูช
แผ่นชิมและบูชตัวแยกเป็นส่วนประกอบเสริมหลักสำหรับการปรับช่องว่างในเครื่องตัดแถบเหล็ก เมื่อติดตั้งทั้งสองด้านของใบมีดตัดแต่ละกลุ่ม พวกเขาสามารถแยกใบมีดได้อย่างแม่นยำ ควบคุมช่องว่างการตัดแบบกลุ่มเดียว และรักษาความขนานในแนวนอนของใบมีดบนและล่าง ปะเก็นและบุชชิ่งเหล็กที่มีความแข็งแรงสูงให้ความแข็งแกร่งสูง ป้องกันใบมีดจากการขูดและการชนกันหลังการประกอบ พวกเขายังรับประกันระยะห่างที่สม่ำเสมอระหว่างใบมีดตัดหลายใบบนเพลาคัตเตอร์ของสายตัดแถบเหล็กทั้งหมด โดยรักษาความแม่นยำในการตัดที่สม่ำเสมอบนหลายแถบ
ข้อกำหนดการตั้งค่ามาตรฐานสำหรับพารามิเตอร์ Blade Gap ของเส้นตัดแถบเหล็ก
การอ้างอิงหลักสำหรับการตั้งค่าช่องว่างใบมีดของเครื่องตัดแถบเหล็กคือความหนา ความแข็ง และความต้านทานแรงดึงของวัสดุแปรรูป ตารางด้านล่างแสดงช่องว่างมาตรฐานสำหรับโลหะต่างๆ ที่ใช้กันทั่วไปที่เข้ากันได้กับเส้นตัดแถบเหล็ก:
|
ความหนา |
สแตนเลส |
อลูมิเนียม |
เหล็ก |
เหล็กกล้าคาร์บอน |
ซิลิคอนสตีl |
| <0.1 มม |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4มม |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0มม |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1.0มม |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
การปรับช่องว่างใบมีดบนเครื่องตัดเหล็กแผ่นเป็นกระบวนการหลักในการควบคุมคุณภาพของผลิตภัณฑ์ตัดเหล็กม้วนสำเร็จรูป การจับคู่ค่าช่องว่างที่แม่นยำส่งผลโดยตรงต่อประสิทธิภาพการผลิต การสึกหรอของเครื่องมือ และอัตราคุณสมบัติผลิตภัณฑ์สำเร็จรูปของเส้นตัดแถบเหล็ก ในระหว่างการปฏิบัติงานประจำวันของเครื่องตัดแถบเหล็ก ผู้ปฏิบัติงานจะต้องจดจำพารามิเตอร์ช่องว่างที่สอดคล้องกับวัสดุและความหนา ใช้แผ่นรองเม็ดมีดที่มีความแม่นยำในการปรับอย่างถูกต้อง และตรวจสอบใบมีดและเพลาเครื่องตัดเป็นประจำเพื่อลดความล้มเหลวในการผลิต เช่น ครีบ การบิ่น และการเบี่ยงเบนมิติ
สำหรับข้อมูลเพิ่มเติมเกี่ยวกับเส้นตัดแถบเหล็กการทดสอบการใช้งาน การเลือกเครื่องมือ เคล็ดลับการประมวลผลคอยล์ หรือเพื่อปรับแต่งเครื่องตัดแถบเหล็กอัตโนมัติเต็มรูปแบบให้เหมาะกับเหล็กสแตนเลส เหล็กคาร์บอน และอลูมิเนียม โปรดติดต่อ KINGREAL STEEL SLITTER โดยตรง!